
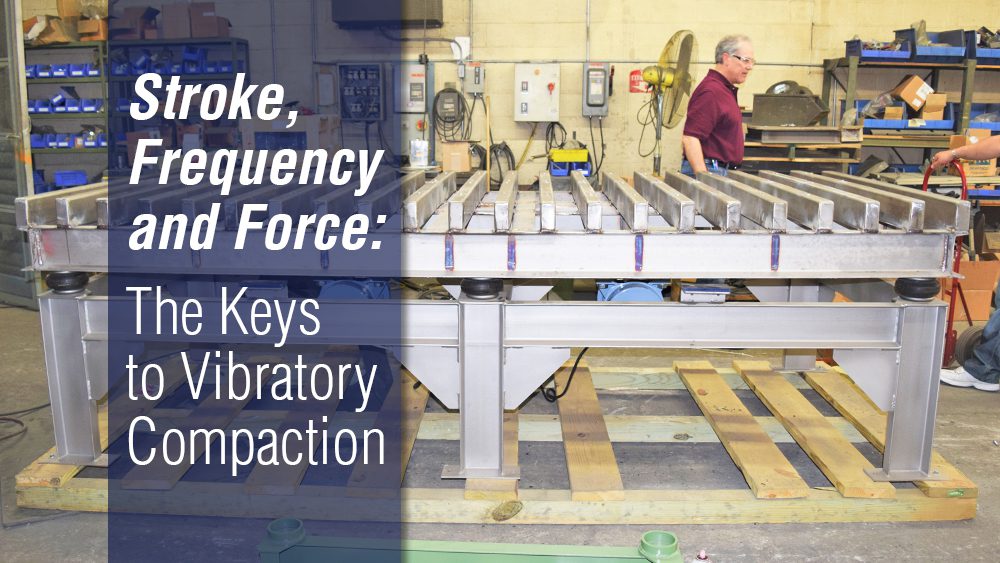

One of the more common applications for industrial vibration is settling or compacting a wide variety of products with a vibratory table. Compaction applications range from foundry sand around a core to powdered metal, beer bottle caps, individual sugar packets, ceramic mixes, to concrete blends used in ATM wall enclosures.
There are many vibratory equipment options available that will effectively settle and compact your material, including:
- Vibratory Joggers (VJ)
- Pneumatic or Electric Powered Vibratory Packers (VP)
- Flat Deck Tables (FA)
- Grid Top Tables (GT)
- Vibratory Belt Tables (BT)
Regardless of the equipment, we start by understanding the material and working with a few basic parameters
The most critical parameters in any compaction project are vibration frequency, and the amount of force applied. These two parameters drive the third parameter, stroke or displacement. Heavier materials respond best to high-frequency vibration and the resulting smaller stroke that high-frequency vibrators produce. Lighter material or discrete parts often compact best with a lower frequency vibration and a larger stroke. Typically, we start testing a product at a given frequency based on bulk density and adjust the force to load (g’s) ratio to get the best compaction results. With the wide range of vibrators at our disposal, we can choose from air-cushioned pneumatic vibrators (VMSAC), rotary electric (RE) vibrators, or electromagnetic (CM) vibrators that best suit the frequency and force requirements.
Material compaction testing
Firstly, any testing process involves getting a representative sample from the customer. We then review its individual properties and select a frequency of vibration. For example, we might look at a heavy, fine particle material. Conventional wisdom would point us towards higher frequency vibration, typically 1800 to 3600 vibrations per minute (VPM) and low g’s. Material is loaded into a graduated cylinder and volume is recorded before and after vibrating the material. We can observe the material compaction during the short period of vibration. Choosing the incorrect frequency or g’s will result in aeration of the product.
Compaction testing aims to find the optimum frequency and force so the product settles quickly and completely. Choosing vibrators with too much energy or high g’s can cause the product to fluidize instead of compact. The customer could also waste money on oversized vibrators. In short, testing can provide an assurance that you’re choosing the best vibratory option for your application.

Once we determine the best vibration frequency and the level of force required for the job, the real fun starts!
Choosing the best compaction table for your application
Depending on the customer’s manufacturing process, we can select and recommend the appropriate equipment to accomplish the task. If the plant setup uses gravity or power roller sections, the recommendation might be for a vibratory grid table (GT). The Cleveland Vibrator Company can design a grid table deck that interfaces with the roller section. The grid table is elevated “through” the roller section when the product is in place. The product is then lifted off the rollers, vibrated, and lowered back down. The compacted material can then move to the next step in the manufacturing process.
Options for smaller applications
You might consider a vibratory packer if your application is smaller. These units utilize a low-cost, dependable air-cushioned pneumatic piston vibrator that produces the necessary force and frequency to accomplish the task.
The Cleveland Vibrator Company has many options for your product compaction solutions. It all starts with the goal for your process. From there, our sales, engineering, and manufacturing teams work together to provide the best solution for your unique challenge.
Are you working within a budget? Consider these 5 tips when choosing the best vibratory table option for your application.
If you’re looking to settle and compact your material, give us an opportunity to review and discuss your application. Our vibration experts are happy to help!
Share this blog post:
Follow us: