
Recently on a long weekend, I took the “Behind the Scenes Tour” of the C.F. Martin guitar factory in Nazareth, Pennsylvania. During the tour, the six of us in my group got to see pretty much the whole guitar building process from wood coming in the back door to the final setup of the completed instrument. Along the way we spent a few minutes talking with the guy that actually hand selects the wood for all the Custom Shop guitars, the customer works with a Martin guitar distributor, customizes an instrument, and starts the process. This gentleman reviews the order’s specifications and gets to look through Martin’s selection of some of the most beautiful wood you’d ever want to see to find just the right set to match up with the order. Custom shop orders start with the basic guitar body style and build on from there, sort of like what Cleveland Vibrator does with its product line. Cleveland Vibrator is very customer-driven; the customer knows their business, process, and goals, Cleveland Vibrator asks questions, listens, and often conducts testing, then offers a solution to accomplish those goals. Similar to Martin Guitars on the “custom build your guitar” portion of their website, modifications to Cleveland Vibrators products are available.
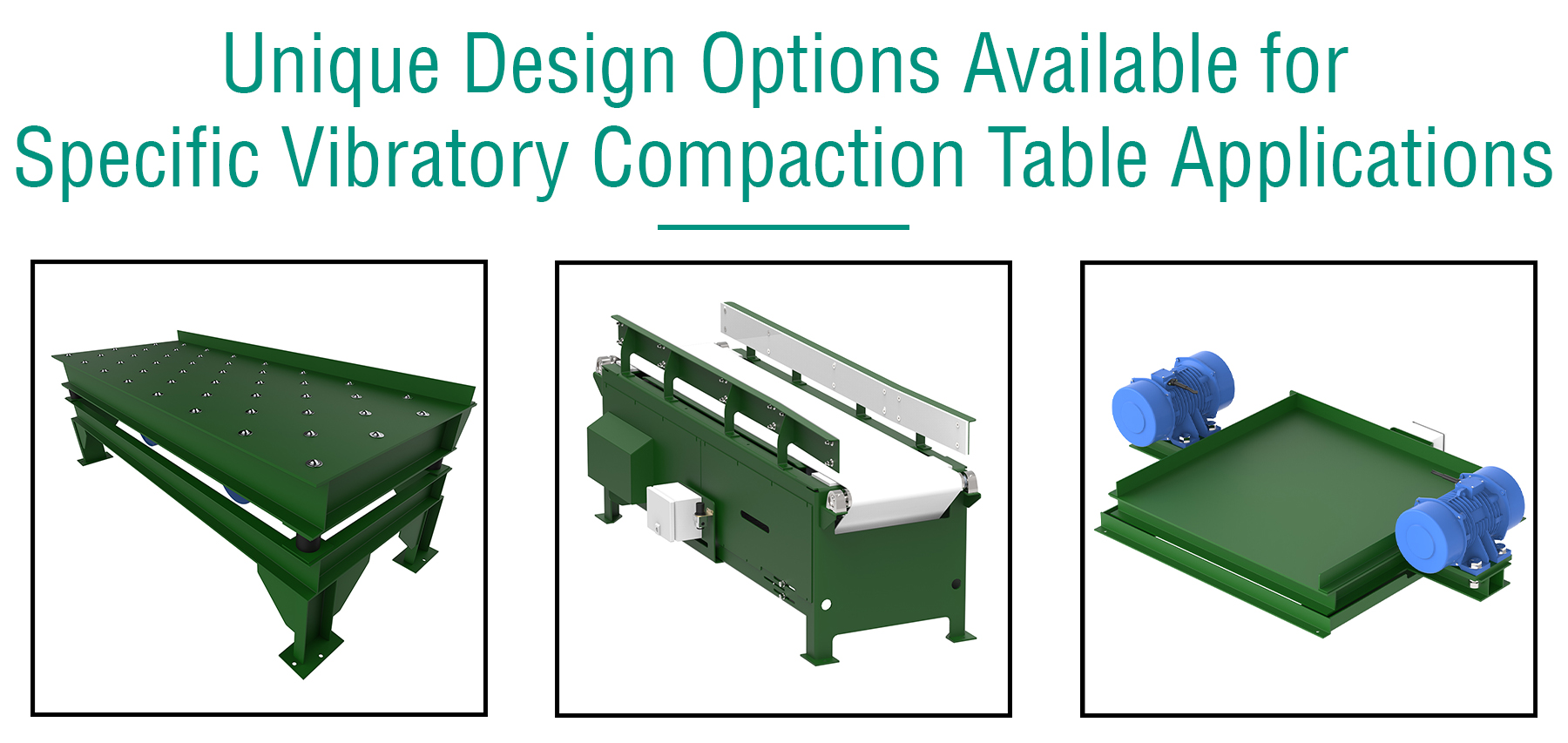
 A good example of a product that is often modified by customer requirements is the vibratory table. Basically, a table is designed to vibrate linearly in the vertical direction. From this very basic concept, there is almost an infinite number of options and variables available to accomplish the customer’s goal, regardless of how simple or complex the objective. We could start with the very basic FA, flat deck table. With this simple table concept, the first option available to the customer is the size of the unit. Tables and VP, vibratory packers, range from 12 inches square units designed for light loads all the way up to tables as large as 10 feet square and vibrating thousands of pounds of product. Table size is totally a function of the customer’s requirements, if the customer needs a 30” by 34” table, that’s what is designed and built, the Sales Team doesn’t push the customer to upsize to a 48” square unit even if that’s a more “standard” size.
A good example of a product that is often modified by customer requirements is the vibratory table. Basically, a table is designed to vibrate linearly in the vertical direction. From this very basic concept, there is almost an infinite number of options and variables available to accomplish the customer’s goal, regardless of how simple or complex the objective. We could start with the very basic FA, flat deck table. With this simple table concept, the first option available to the customer is the size of the unit. Tables and VP, vibratory packers, range from 12 inches square units designed for light loads all the way up to tables as large as 10 feet square and vibrating thousands of pounds of product. Table size is totally a function of the customer’s requirements, if the customer needs a 30” by 34” table, that’s what is designed and built, the Sales Team doesn’t push the customer to upsize to a 48” square unit even if that’s a more “standard” size.
In twenty years of working at Cleveland Vibrator, the only “standard” unit that I’ve seen manufactured is a unit that has been designed to meet and exceed the customer’s expectations in terms of performance and serviceability, that’s “The Standard.”
 Once the basic size of the table has been determined, there are many options available to power that unit and provide the vibratory force needed to accomplish the task. Driven by the load on the table and the nature of the product, vibrators available might include any one of a number of pneumatic piston vibrators such as the 1300 VMSAC – coated unit (See right). Air-cushioned piston vibrators, VMSAC, offer many benefits when coupled with a vibratory table. Piston vibrators typically produce a large displacement or stroke in the unit, controls can be as simple as a hand valve and pressure regulator and the installation can be as easy as locating the table and bringing an appropriately sized airline to the unit.
Once the basic size of the table has been determined, there are many options available to power that unit and provide the vibratory force needed to accomplish the task. Driven by the load on the table and the nature of the product, vibrators available might include any one of a number of pneumatic piston vibrators such as the 1300 VMSAC – coated unit (See right). Air-cushioned piston vibrators, VMSAC, offer many benefits when coupled with a vibratory table. Piston vibrators typically produce a large displacement or stroke in the unit, controls can be as simple as a hand valve and pressure regulator and the installation can be as easy as locating the table and bringing an appropriately sized airline to the unit.
If more options are desired in both frequency and vibratory force, there are many choices available with the complete line of rotary electric vibrators (RE) offered by Cleveland Vibrator. As others and I have mentioned in previous blogs, the combination of frequency and force is critical to accomplishing many tasks when using vibration, from compacting loose materials to de-airing wet refractories. With the rotary electric line, our Sales Team can choose from over 50 different vibrators ranging from 900 vibrations per minute (VPM) units to 1200, 1800, and 3600 VPM models with force outputs as low as 110 pounds of force (lbf) all the way up to 40,700 lbf. Talk about options! With this range of options, it’s pretty easy to zero in on just the right combination of frequency and force to give the customer the unique solution their application requires.
Once the table deck size has been determined, we’ve coupled that with the appropriate vibrator, either rotary electric or pneumatic, we can look at the height of the deck. I’ve seen plenty of 24 inch high units, the distance from the ground to the top of the deck, but certainly, that’s not a parameter that’s been etched in stone, again options are available.
How is the unit going to be used, how does it fit into the customer’s process, is it a stand-alone unit or is it going to be used in conjunction with existing equipment?
All those questions can drive the height of the unit. From the engineering side, there are certain physical limitations that will impact the design height of the unit. The size of the table and the design load are the two big factors. Obviously heavier loads require more support structure as well as larger vibrators. Those two parameters will impact the height of the unit provided the goal is a “below deck” unit. (See below)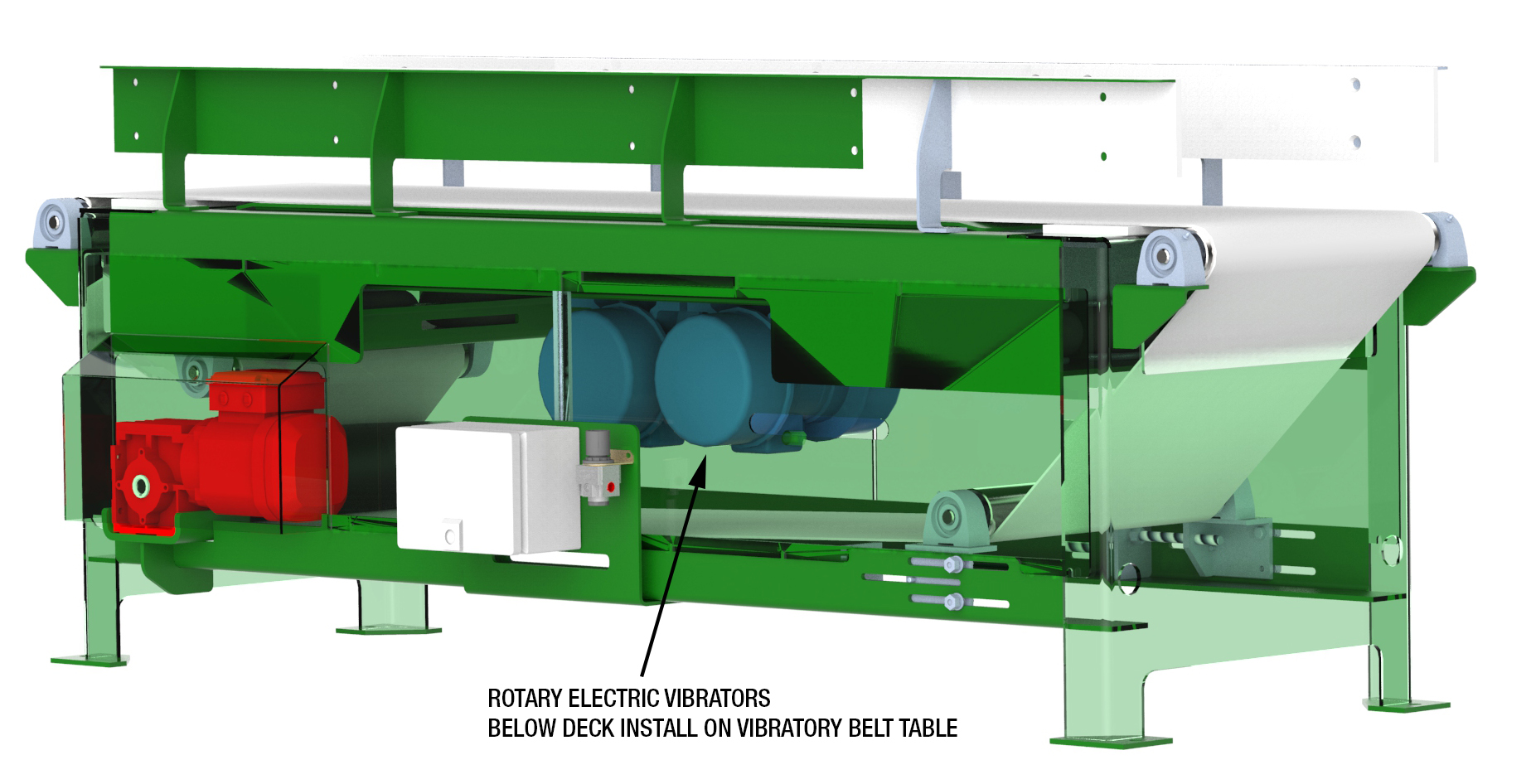 As the name would imply, on a below deck unit the vibrators are placed within the perimeter of the top plate and below that surface. Even with the goal to keep the unit compact and place the vibrators below deck, that doesn’t necessarily dictate a “standard” 24-inch height. If the customer needs or wants a lower deck height, that option can be explored and typically Cleveland Vibrator can provide a low and compact design.
As the name would imply, on a below deck unit the vibrators are placed within the perimeter of the top plate and below that surface. Even with the goal to keep the unit compact and place the vibrators below deck, that doesn’t necessarily dictate a “standard” 24-inch height. If the customer needs or wants a lower deck height, that option can be explored and typically Cleveland Vibrator can provide a low and compact design. 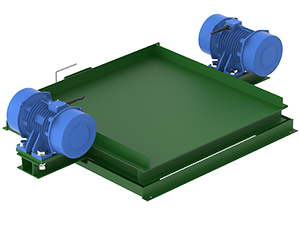 If we can’t meet the customer’s desired deck height with a below deck vibrator design the next option would be to look at a FA-O, outboard vibrator design (See left). It’s not uncommon for an FA-O-4848, 48-inch square deck size, to have design heights in the range of 4 to 7 inches; again, the load is critical in determining this height.
If we can’t meet the customer’s desired deck height with a below deck vibrator design the next option would be to look at a FA-O, outboard vibrator design (See left). It’s not uncommon for an FA-O-4848, 48-inch square deck size, to have design heights in the range of 4 to 7 inches; again, the load is critical in determining this height.
Taking stock for a moment, we’ve looked at designing the unit based on the customer’s requirements. Cleveland Vibrator’s flexibility to manufacture a unit that is tailored to those requirements means we can modify the dimensions of the tabletop, combine that top size with an appropriate vibrator or vibrators to produce the best combination of frequency and force, and lastly, we’ve talked about working to provide the desired deck height to interface with existing equipment at the customer’s plant or satisfy a unique aspect of their process. That seems like a lot of options but there are still things to consider.
As previously discussed, about 99% of Cleveland Vibrator’s tables generate linear vibration. This is either accomplished with counter-rotating dual rotary electric vibrators, or with the use of a single-piston vibrator. With this mode of vibration, items placed on the tabletop vibrating straight up and down, provided the table installation is level, they don’t “walk” or move a significant amount side-to-side. Less expensive tables that use a single rotary electric vibrator will generate a more circular motion of vibration and will have a tendency to cause a product to move across the deck or walk as a result of the angular vibration introduced into the table. While walking isn’t significant on a properly designed and operating FA table, there are options to assist in keeping the product centered on the tabletop and limit possible movement.
Options for limiting movement on a flat deck table range from the simple to the complex. Again, the options and solutions are driven by the customer’s goals and their budget for the equipment. The simplest solution is to include “lips” on the tabletop, a passive restraint. Lips on a flat deck table would typically be accomplished by welding angle profiled steel onto three sides of the table top. One side is left “open” with no angles, to permit the easy placement of the product or container onto the tabletop with a forklift or similar piece of equipment. With angle lips, the container still has a bit of room to move and to vibrate free from the table. The FA-O model photographed above is a great example of a design that utilized this solution.
Some customers will request a more active means to restrain the product to the table. These options might include manually operated ratcheting clamps and tie-down  straps, pneumatically operated tie-downs, and even a large magnet fixed to the tabletop. These types of design and solution decisions are based on the customer’s needs, the benefits of the solution, and the cost of the particular solution option. Typically, the results produced when a product, container, or mold is free to vibrate on the table are acceptable, but there have been cases where the customer wanted to physically restrain a mold on the table and vibrator the material inside the mold. Again, options, benefits, and costs are things to consider, just because we can do something doesn’t mean it’s always beneficial to solving the problem. However, there are times when you’ve got to go in a certain direction due to operating parameters.
straps, pneumatically operated tie-downs, and even a large magnet fixed to the tabletop. These types of design and solution decisions are based on the customer’s needs, the benefits of the solution, and the cost of the particular solution option. Typically, the results produced when a product, container, or mold is free to vibrate on the table are acceptable, but there have been cases where the customer wanted to physically restrain a mold on the table and vibrator the material inside the mold. Again, options, benefits, and costs are things to consider, just because we can do something doesn’t mean it’s always beneficial to solving the problem. However, there are times when you’ve got to go in a certain direction due to operating parameters.
I could go on, we haven’t even touched on controls, load cells, pop up ball transfers, explosion-proof vibrators, or optional construction materials besides plain carbon steel. Suffice to say that Cleveland Vibrator can, quote, and design and build a unique piece of vibratory equipment, centered on a core product, to meet the customer’s requirements. It’s not quite like the guy in C. F. Martin’s custom shop selecting a beautiful set of book-matched cocobolo rosewood for the back of a guitar, but it is very satisfying to be able to leverage Cleveland Vibrator’s 90 plus years of experience and expertise to provide a customer-focused solution. To get the process started give the Sales Team call or drop them an email, we’re ready to help.
Share this blog post:
Follow us:
One Response to Unique Design Options Available for Specific Vibratory Compaction Table Applications