February 27, 1958 Engineering Department
Fafnir Bearing Company
New Britain, Connecticut
Gentlemen:
Submitted herewith is a sketch of a proposed bearing application. This device is an industrial vibrator for use in handling sand, dusts and powders. The use of an eccentrically loaded turbine to product vibrations is novel to my knowledge and it produces some novel bearing problems. The device is designed to produce vibration, an action which is usually very guarded. A model of this device has been made and tested. It has the nominal dimensions shown and runs approximately………
Yours very truly,
The Cleveland Vibrator Co.
Frank K. B…….
Professional Engineering Consultant
There is something to be said about the functionality of a hammer. These tools can be used for a variety of applications, constructive or destructive purposes and are often lightweight components which makes them easy to carry around a shop floor. In this industry, we see and hear them used on day bins, surge bins, bulk storage hoppers, material transfer pipes and other similar equipment to break up bridging or rat-holing product and promote material flow. While this is certainly a quick fix and can help the material flow problems that day, there are a few potential long term issues that can arise when using a dead blow or sledge hammer to break loose the material.
First thing that comes to mind for the Cleveland Vibrator team, and most importantly in our eyes, is the safety of the operator. When using these hammers on bin or hopper, many times the operator is lifting the hammer above shoulder level and swinging up at a bin on a regular basis. Read More…
Mike joined The Cleveland Vibrator Company team in 2013 with prior experience in manufacturing sales with a Cleveland company in the tool and die industry. Now, he’s the Director of Sales and specializes in “making stuff that shakes stuff”.
When he’s not immersed in the world of industrial vibration, as rare as that might be, Mike keeps busy *not finishing in last place* in Fantasy Football and enjoys spending time with his wife and three kids. It’s always golf season for Mike, and he’s been known to 3 putt his way around any course and can roll tee balls in rain or shine. You can find him tailgating in the Muni Lot before Browns games or supporting local breweries.
As an avid provider of #VibrationEducation, he offers this free bit of advice, “Not all vibration is the same. Force and frequency do matter!” However, there is a 2% upcharge for all Michigan and Steeler’s fans.
The Cleveland Vibrator Company has been manufacturing pneumatic piston vibrator units since 1923. Over the past 90+ years, we have learned a few things about how to protect your investment in an air piston vibrator. There are a few main procedures and components we strongly suggest and will review:
Air Supply
Exhaust Ports
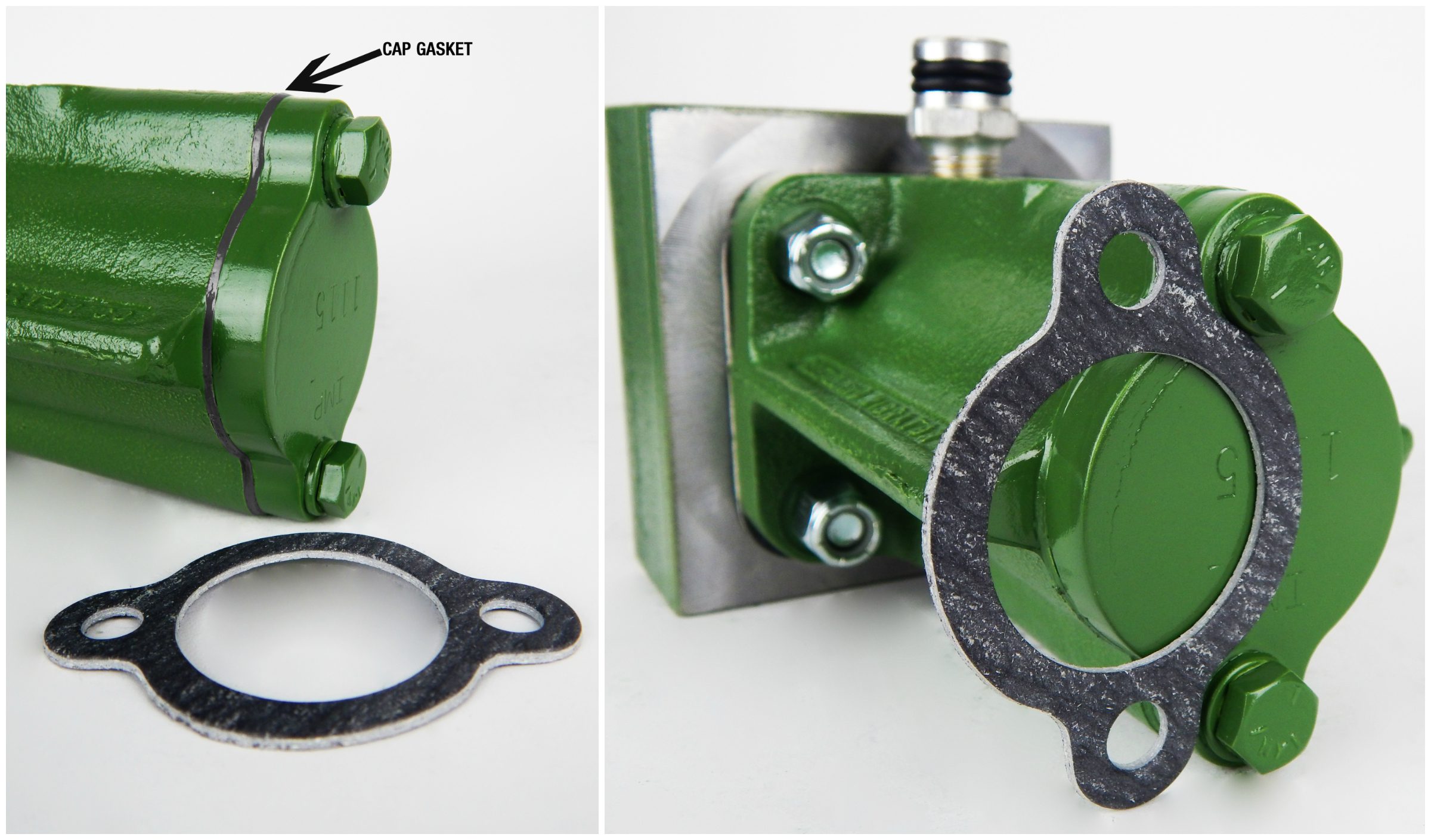
Gaskets
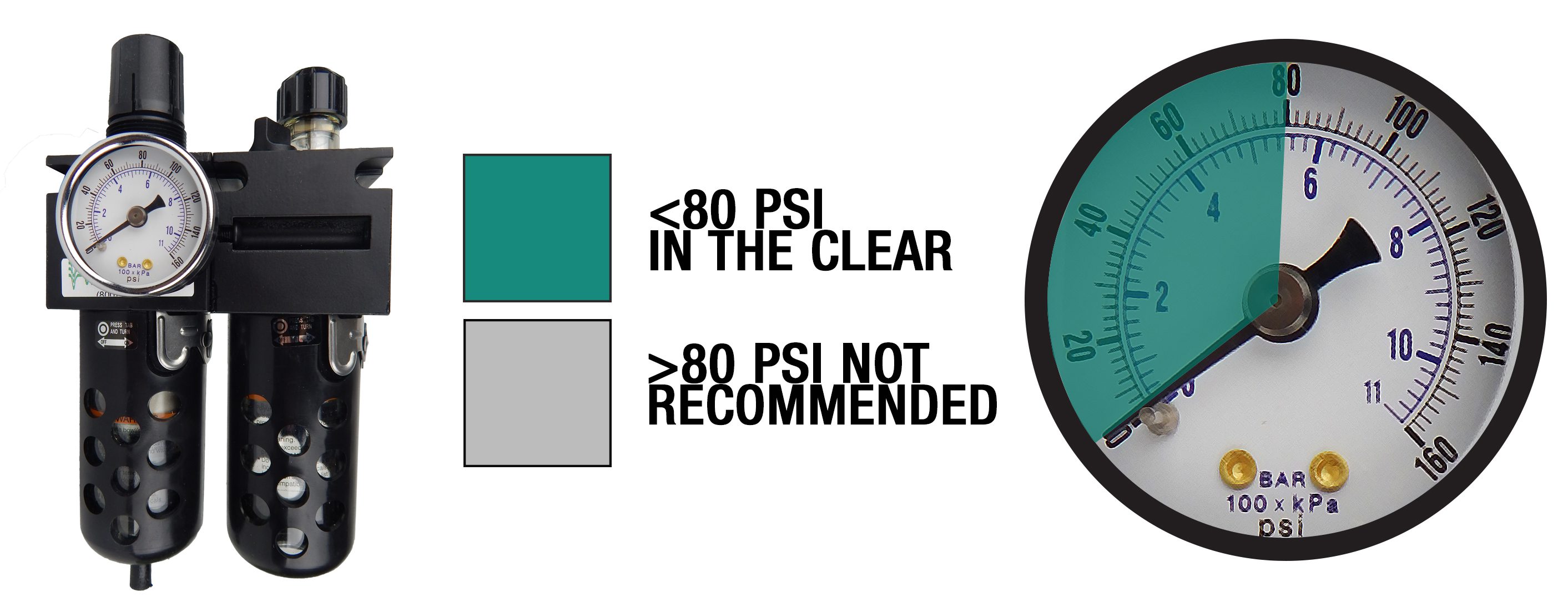
The air supply should be dried and filtered, then regulated and once between 0-80 PSI, the air should be lubricated. We have Watts Filter-Regulator-Lubricators available ranging in size for 1/4″ to 1-1/”4 NPT. Glycerin filled regulator gauges help to read the PSI setting easily. Lightweight 10W/NR oil should be dropped into the airline prior to reaching the vibrator. We have pints of Vibra-Lube available to help save the search for this type of oil.
These TLC steps can double or triple the air piston vibrator’s life expectancy. Our dual-diameter piston design allows for start-up in any mounting position (e.g. at 30° on a vibratory feeder or 60° angle on a hopper or 90° on a vibratory table) and eliminates the need for a spring. The springless unit keeps replacement parts and internal components to a minimum. So, with a proper air supply plumbed to the vibrator and a low number of wearable parts, these units can last a long time and return the money on your investment. Read More…
Mike joined The Cleveland Vibrator Company team in 2013 with prior experience in manufacturing sales with a Cleveland company in the tool and die industry. Now, he’s the Director of Sales and specializes in “making stuff that shakes stuff”.
When he’s not immersed in the world of industrial vibration, as rare as that might be, Mike keeps busy *not finishing in last place* in Fantasy Football and enjoys spending time with his wife and three kids. It’s always golf season for Mike, and he’s been known to 3 putt his way around any course and can roll tee balls in rain or shine. You can find him tailgating in the Muni Lot before Browns games or supporting local breweries.
As an avid provider of #VibrationEducation, he offers this free bit of advice, “Not all vibration is the same. Force and frequency do matter!” However, there is a 2% upcharge for all Michigan and Steeler’s fans.
I have attached some photographs of a couple vibrators returned to Cleveland Vibrator for evaluation over the past year. It’s pretty clear that these units were not operated as per our operation manuals would instruct. Human nature causes us to try and make something work better or faster, we are the products of an an instant gratification way of life. We believe that products can work up to our lofty expectations even though we know it will work best to follow instructions in a user’s manual and to operate the product as instructed. As we used to hear at the beginning of the Six Million Dollar Man TV show many years past,”We have the technology to make it bigger, faster and stronger.” This hold true in many cases, especially relating to air piston vibrators, we shorten the life of the vibrator by believing we can use such technologies to override suggested operating specs. Read More…
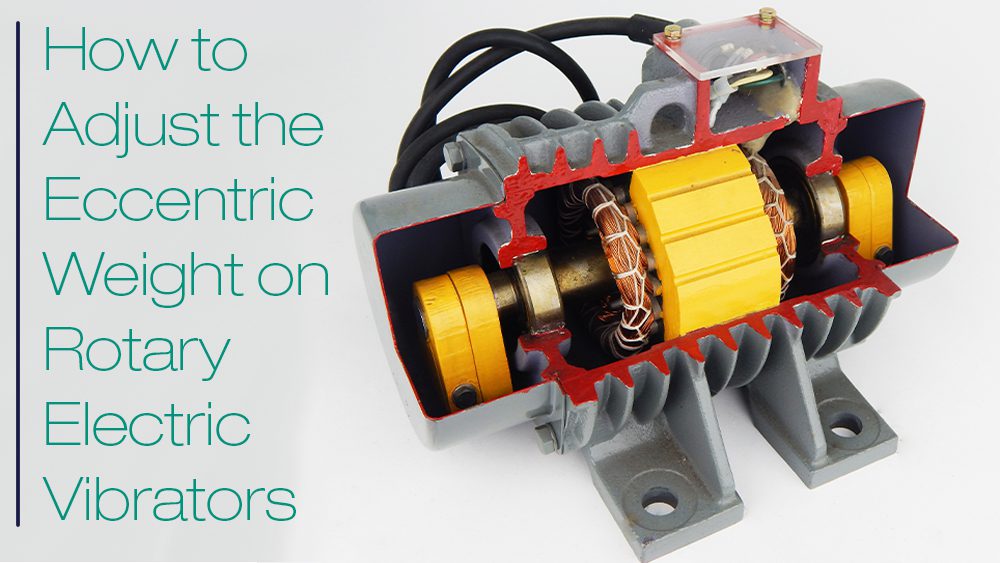
In a recent blog, we talked about the importance of “Counter rotation and synchronization” in the successful operation and maintenance of vibratory equipment. Now, we will touch on what you should do to properly adjust the eccentric weights on your rotary electric industrial vibrator. Although these steps are straightforward, they are crucial to the operation and longevity of the vibrator. Properly setting your eccentric weights can assist in keeping your equipment and vibratory investment free from damage. This is a great opportunity for us to expand on this subject, and, to be honest, we just LOVE spreading #VibrationEducation!
How to calculate vibratory force?
First, let’s delve into everyone’s favorite subject: Math. Understanding these concepts can help explain why setting your eccentric weights is important, and how it impacts your industrial vibrator and equipment. Any type of rotating vibrator, that includes rotary electric (RE), ball, or turbine vibrators generate their vibratory force by rotating a mass around the center of the unit or shaft. The force produced is dependent on three parameters:
Weight of the rotating mass
The distance of the center of gravity of that mass from the center of rotation
We often have customers send our products back for routine maintenance checks and to address functionality problems they are experiencing. A customer sent us their 1350 VMS impact vibrator used on a railcar to unload dry cement. We typically recommend a lightweight oil lubricant for our pneumatic vibrators. In the pictures below, you can see that our customer used grease. This is a major no-no and will only lead to premature failure of the vibrator. Our air piston vibrators carry fairly tight tolerance between the piston O.D. and the body I.D. This tolerance can be as small as tenths of a thousand to just a few thousand. If you add anything to the air stream that changes that tolerance, you may affect the performance of the vibrator.
We manufacture a complete line of vibratory equipment. The product line includes a variety of vibratory table configurations, including flat deck, low-profile, grid top, and belt vibratory tables, along with Electromechanical feeders (EMF) and Electromechanical screeners (EMS). Many of these units are of the general “brute force” design type. This broad design category is based on the principles of counter-rotation and synchronization for two electromechanical rotary electric vibrators.
Counter Rotation of Your Rotary Electric Motors
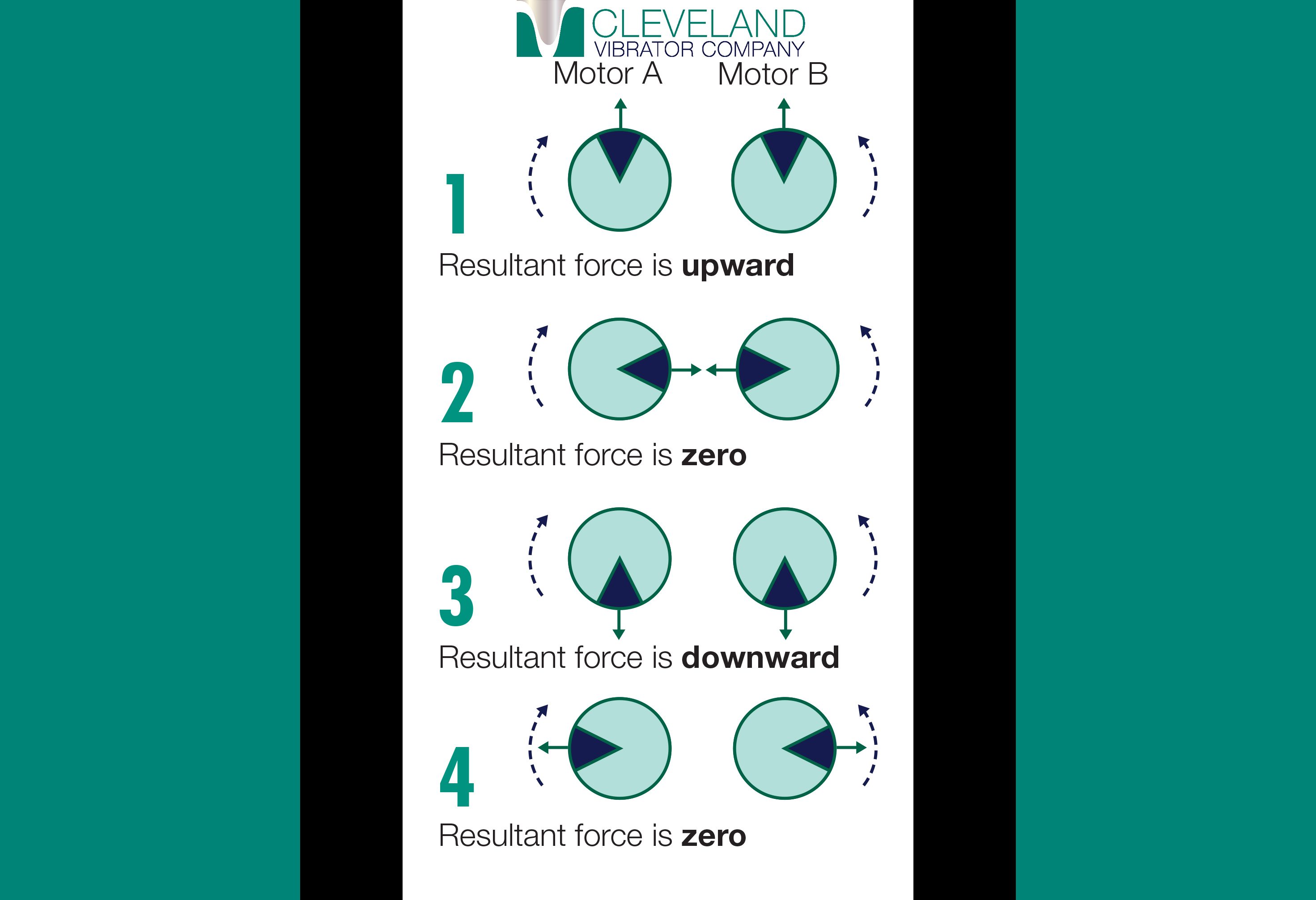
Brute force units require the use of two rotary electric motors. When mounted to a rigid structure, the vibrators will “sense” each other and attempt to run at the same speed. When operated alone, a rotary electric vibrator will produce a rotational or centrifugal force. However, to produce linear force with two vibrators, the pair must run together and Counter Rotate. When mounted side-by-side and viewed from the end, one vibrator must run clockwise, and the other vibrator must run counter-clockwise. In typical applications, it isn’t important which vibrator runs in which direction. However, they must run in different directions.
When running properly and in opposite directions, the forces produced by the two vibrators cancel each other except for two times in a cycle when the eccentric weights of the vibrator both point in the same direction. With the Cleveland Vibrator line of three-phase powered rotary electric motors, changing the direction of rotation on one of the vibrators is as simple as “flipping” two of the power legs of the vibrator. Below, you can check out a diagram showcasing counter-rotation and force cancellation.
Rotary Electric Vibrator Force Cancellation
For the sake of completeness, let’s take a moment to discuss the design of the rotary electric vibrator. Very broadly, the rotary electric vibrator is a through shaft motor with bearings on each end of the shaft. Outside of the bearings, two eccentric weights produce an “unbalanced” condition when the motor runs. This unbalanced condition produces the vibration used to move, screen, or compact a variety of products. The eccentric weights are “pie-shaped” and are clamped onto the shaft with a bolt. The eccentricity, or unbalanced condition, of the motor can be varied from 0 – 100% based on the relationship of these weights.
Adjusting the Eccentric Weights on Your Rotary Electric Motor
To access the eccentric weights, remove the four bolts that hold the weight cover in place. Then, remove the weight cover. The outer weight, the one furthest from the center of the vibrator on each end of the vibrator, can be rotated to a new location changing its relationship to the inner weight. This adjusts the unbalanced condition, thereby increasing or decreasing the force output of the vibrator.
Never change the location of the inner weight; only adjust the outer weight. If one outer weight is changed, then ALL outer weights on both vibrators must change.
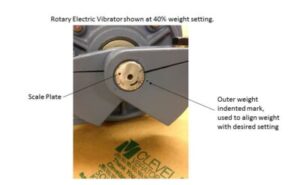
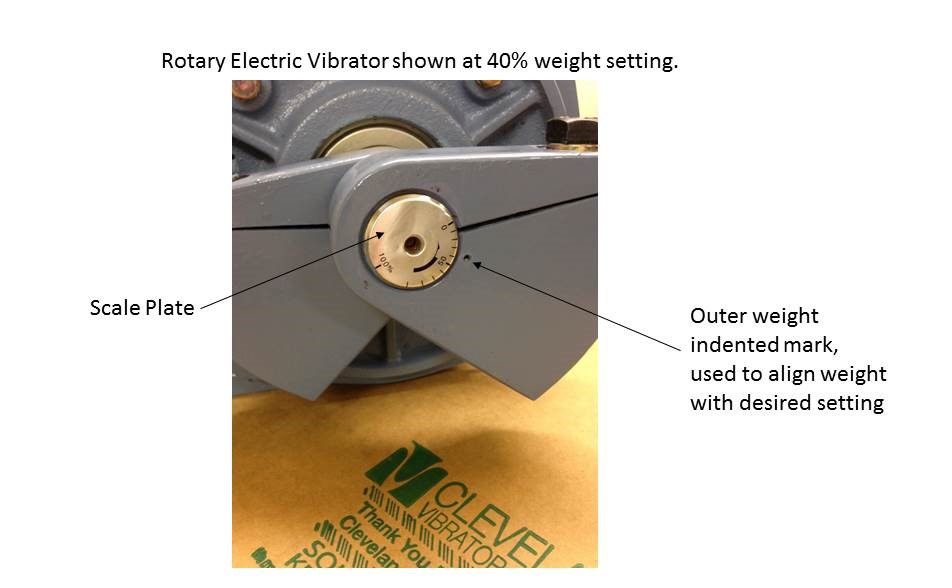
On each end of the motor shaft, you’ll see a dial with increments between 0 and 100 percent. The outer eccentric weight has a small “punch mark” or “dot” on the face of the weight. The punch mark is aligned with the desired weight setting on the dial. See the photo to the left, which shows this “punch mark” with the dial set to 40%.
Counter Rotation Example
If the goal is to reduce the force produced by a vibratory table, the customer might decide to “turn the weights back”. In other words, change the position of all outer weights to say 40%. All four outer weights are rotated so their punch marks align with the 40% mark on the dial on the end of the shaft. The unbalance of the vibrator is reduced by changing the relationship of the inner to outer weights. This also reduces the force it produces at any given speed.
On a piece of equipment, it is critical to the success of the operation and the serviceable life of that unit that all outer weights on each end of both vibrators are set in the same location. Refer to the rotary electric manual or call us if you have any questions. It’s crucial that all weights are properly set.
Rotary Electric Vibrator Synchronization
Once the outer weights are set the same and the rotation has been checked to confirm counter-rotation, the unit can run and the vibrators checked for synchronization. Synchronization simply means that the vibrators are running at the same speed in opposite directions and thereby producing linear vibration. When supplied by us, typical controls for equipment are either a magnetic starter or a variable frequency drive (VFD). They must start together and be controlled by one starter device.
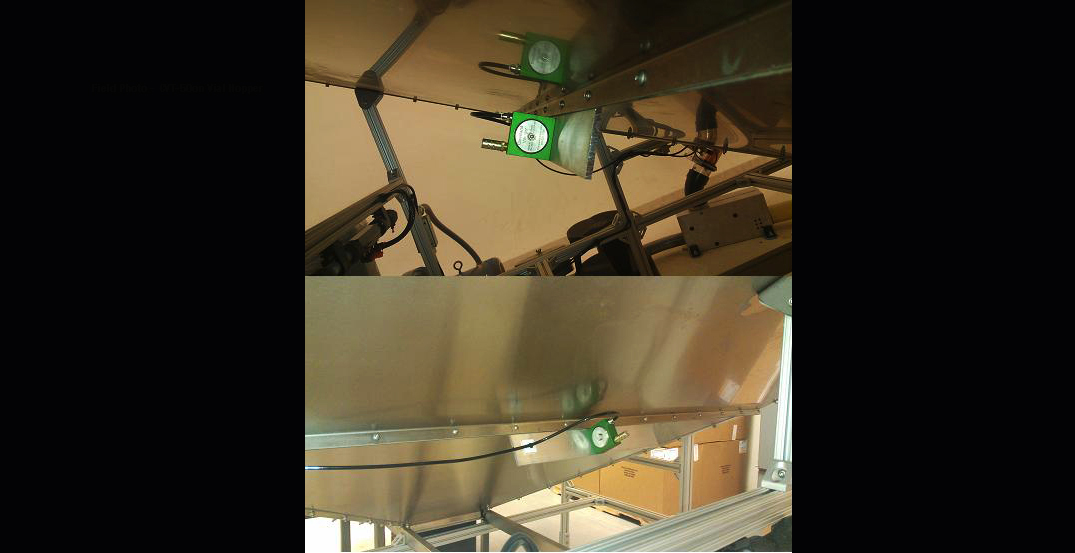
While doing a final check on the equipment prior to shipping, we will periodically check for synchronization of the vibrators. To check for synchronization, one weight cover is removed from each vibrator exposing the two eccentric weights on the same end. Once the covers are removed, the unit is restarted and run. Use caution when operating the vibrators with the weight covers removed.
While the unit is running, a strobe tachometer is used to “stop” the motion of the rotating weights. This allows you to check to see that the vibrators weights are a “mirror” of each other. To “stop” the motion of the vibrators, adjust the frequency of the strobe to match the operational speed of the vibrators. At the operational speed, the motion will appear to “stop”. Now you can easily observe the relationship of one set of weights to the other. You can see this process in action in the video below.
In the video, the initial frequency of the strobe was slightly off that of the motors. As the speed of the strobe approaches that of the vibrators, the two sets of weights appear to slow to a “stop”. As seen in the video, the orientation of one set of weights should be mirrored onto the other vibrator. When the weights appear to “stop” and the orientation is observed, the position of the weights should be a mirror copy of each other. If this is not the case, then the vibrators are not synchronous and will not produce linear motion. This is not the desired condition for successful operation for vibratory equipment utilizing the brute force design.
What does it mean if the vibrators are not running together in synchronous operation?
This could indicate a problem with one of the vibrators, perhaps an early indication of pending bearing failure or lack of grease on the vibrators with grease fittings. Please refer to the operation manual for the recommended maintenance schedule for grease application, both quantity, and type of lubrication. Some of the smaller vibrators are permanently lubricated and don’t require maintenance of this type. Another option would be to double-check the tightness of the vibrator mounting bolts. As discussed in the maintenance manual, the vibrator mounting bolts should be checked periodically for tightness. Loose bolts can prevent proper operation and synchronization of the two vibrators.
If you have any questions, our friendly and knowledgeable Sales and Services Team is here to help. Contact us today!
Here at the Cleveland Vibrator Company, we are constantly looking to help solve a customer’s problem. That problem could range from breaking up bridging material in a hopper, deblinding a screen deck, compacting dry bulk products or anything in between. Regardless of the processing line hurdle, we have the experience to assist.
Since 1923, the flagship product line for our company has been the pneumatic piston vibrator. In the 90+ years of manufacturing here in Cleveland, Ohio, a few new kids have entered the block…the vibratory material flow aids block, that is. As with any industry, applications change over time. In our world, a few that come to mind are the food and pharmaceutical projects. As our country has progressed with health standards and regulations, manufacturing facilities have had to adapt products to meet the needs for the evolving problems. The change we are going to focus on here is the elimination of lubricant, oil or grease in the air lines at processing plants. Read More…
Mike joined The Cleveland Vibrator Company team in 2013 with prior experience in manufacturing sales with a Cleveland company in the tool and die industry. Now, he’s the Director of Sales and specializes in “making stuff that shakes stuff”.
When he’s not immersed in the world of industrial vibration, as rare as that might be, Mike keeps busy *not finishing in last place* in Fantasy Football and enjoys spending time with his wife and three kids. It’s always golf season for Mike, and he’s been known to 3 putt his way around any course and can roll tee balls in rain or shine. You can find him tailgating in the Muni Lot before Browns games or supporting local breweries.
As an avid provider of #VibrationEducation, he offers this free bit of advice, “Not all vibration is the same. Force and frequency do matter!” However, there is a 2% upcharge for all Michigan and Steeler’s fans.
Recently the sales team forwarded the following question from a customer –
“We use some of your impulse piston vibrators to fill molds with powder. Do you have a recommendation for a way to measure the strike force such as a G-force meter or Accelerometer? Any ideas you have would be greatly appreciated.”
This seems like a pretty straight forward question but upon closer inspection, it gets a bit more complex. So let’s break it down and look at the pieces of the question. It’s always important to make sure we’re on the same page in our understanding of the question and terminology used. Read More… Share this blog post:
A year or two ago I got an email invitation to attend a meeting of mechanical engineers sponsored by Machine Design Magazine. I guess their idea was to bring together a group of engineers to discuss the relevancy of their magazine and see where they could be more effective in reaching engineers. During the discussion, one of the engineers mentioned that his company was still working in a 2d CAD environment and they were hesitant to move to a 3d CAD package. I was more than a bit shocked. Cleveland Vibrator Company started evaluating and using 3d CAD packages back in 1998 or there about. I can’t imagine working with a 2d package after working with 3d solid models.
Our first step into the world of 3d solid modeling was with Autodesk’s Mechanical Desktop. After a couple of years of working with Mechanical Desktop we looked at changing over to Inventor, Solidworks or Solid Edge. At the time, our engineering team felt that Solid Edge had a better sheet metal package, which better supported our Fabricated Equipment product line, so we decided to go with them for our 3d solid modeling software. Since that decision, we’ve continued with the Solid Edge product and have also added one seat of their Finite Element Analysis Read More… Share this blog post:






{kind=link}
{kind=link}