What You Need to Know About Screening Media – Part Deux
By Jack Steinbuch
This blog is the second in a series that will be dedicated to typical screening medias that are installed in Vibratory Screeners. I will discuss their advantages and disadvantages so you can be in a better position to assist us in the selection process.
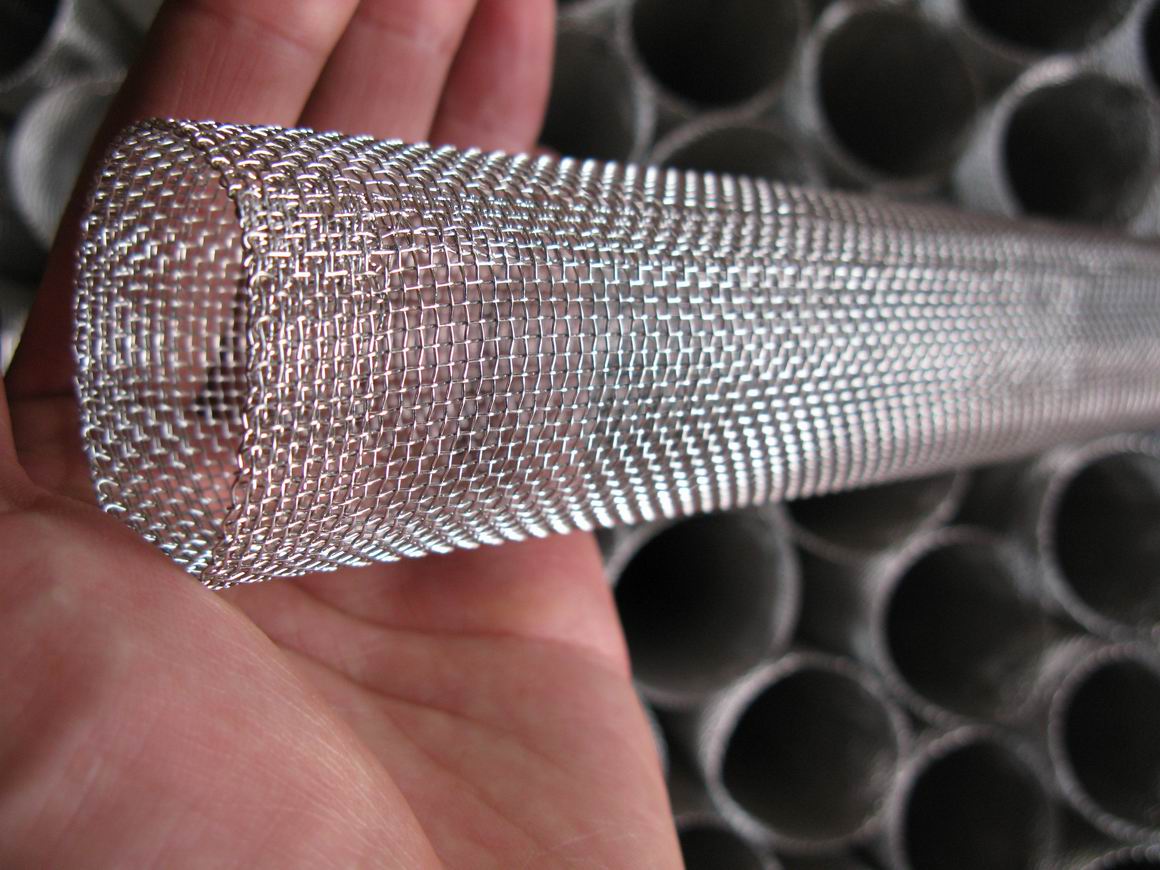
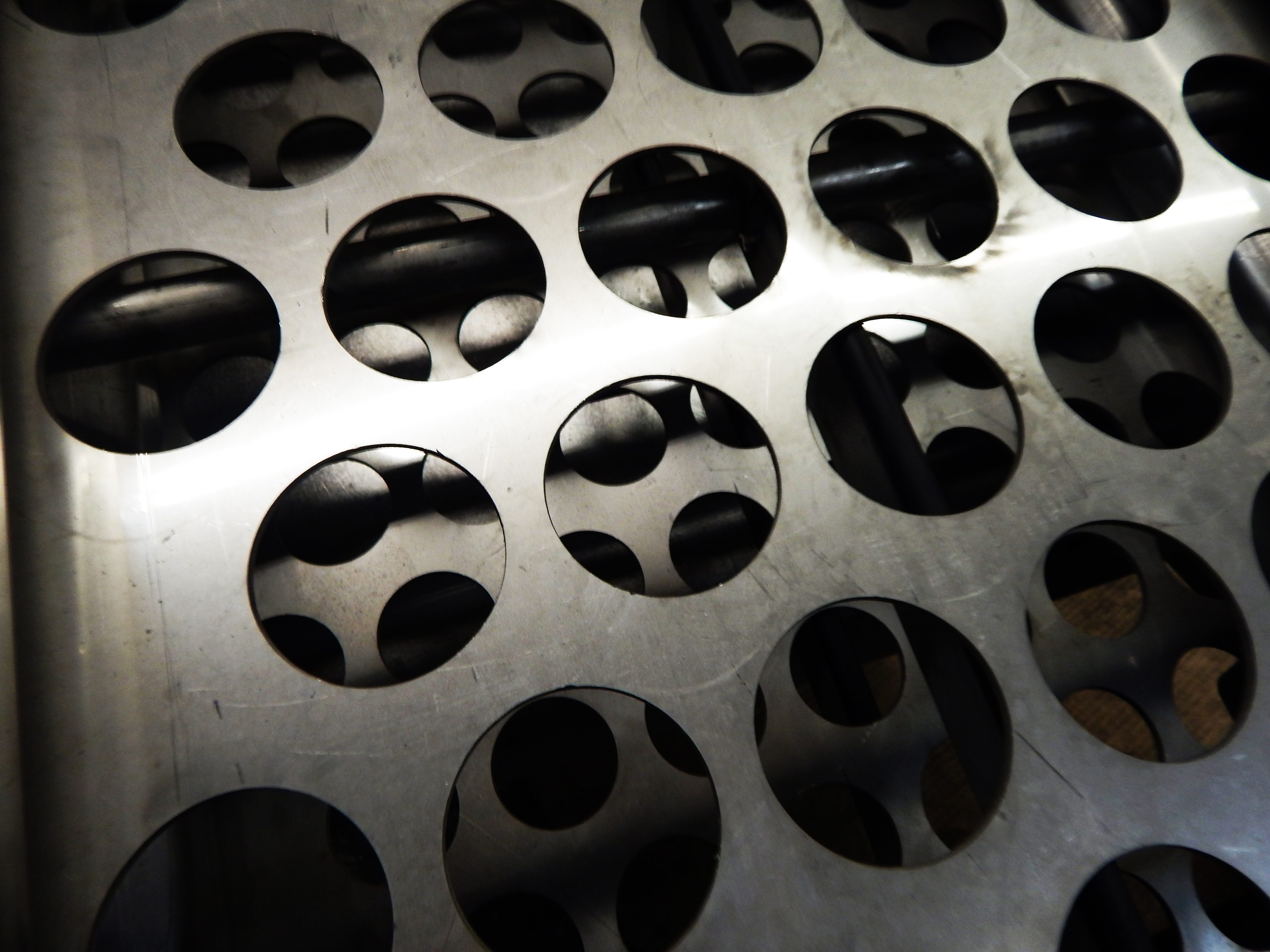
Perforated Plate
This is also a fairly common and widely used screening media for many applications including scalping, sizing and dewatering. Perforated plate, as relates to sections installed in vibratory screeners, is typically designated by the openings, the bar width (amount of material between the openings), centers (distance between the holes as well as staggered or straight line) and thickness. Read More…

Jack Steinbuch retired in 2021 following a decades-long career with The Cleveland Vibrator Company, where he served as a Sales Engineer for more than 36 cumulative years. His background also includes extensive experience in the manufacturing industry as a Senior Application Engineer, and throughout his tenure with our team he contributed in both sales and managerial roles. Prior to his retirement, he held the position of General Sales Manager.
A graduate of The University of Toledo with a BSCE, Jack is highly regarded for his expertise in sizing vibratory screeners, feeders, and vibratory drives for tables and other equipment. Known for his dedication to customer service, he has always emphasized the importance of recommending the right solution for every application — even when that solution did not come from The Cleveland Vibrator Company.
Outside of work, Jack enjoys spending time with his family, especially his grandchildren. An avid sports fan and participant, he enjoys golf and spent many winters as a league bowler. With his retirement planned for the end of September 2021, Jack looked forward to spending future winters vacationing in Florida.
Share this blog post: