

We often receive calls from customers that need to make adjustments to the product flow in their vibratory feeders or screener/feeders. Our challenge is to determine what style equipment is being operated to provide the appropriate options. The following are three basic drive options which produce linear force that can be used to power vibratory feeders or screener/feeders. To clarify, a screener/feeder is designed to feed the material with that same vibratory action also serving to help stratify the material – a phenomenon that causes larger particles to move towards the top of the bed depth of material and the finer particles to move downward to the screen and through the screen if it is finer than the selected screen openings.
The force and frequency of the Air Powered Vibrator that drives these units can be adjusted by a regulator. The range of air pressure is commonly 20 to 80 psi. In this case, both the force output and the frequency change together as the air pressure is adjusted. However, the effect on the the peak-to-peak stroke is negligible. The force and frequency can’t be independently adjusted. So we simply increase air pressure to flow the material faster which decreases the bed depth or turn down the air pressure to move the material slower to increase the bed depth.
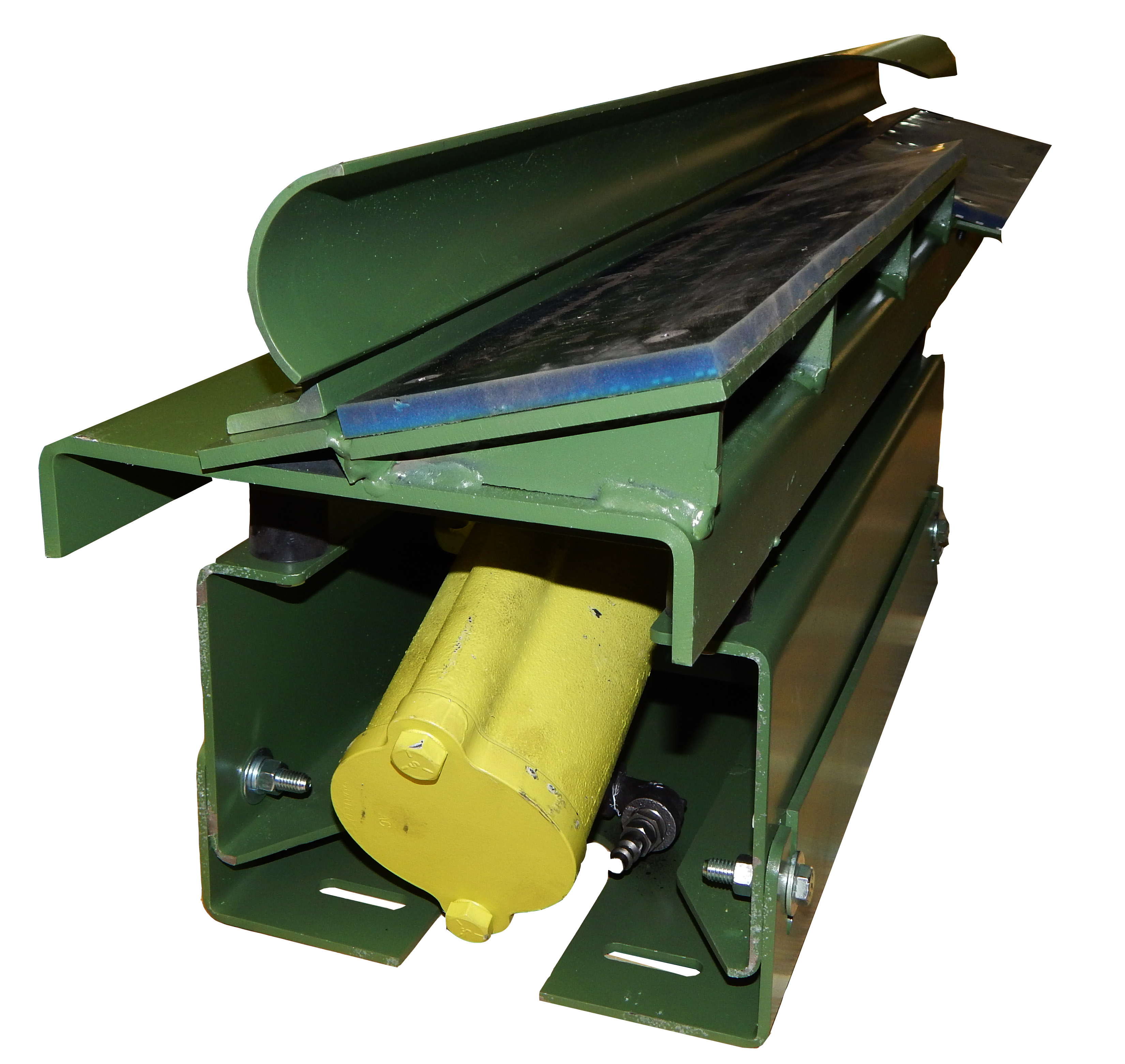
Featured Above: CF-A Air Powered Vibratory Feeder
(Click the title to see this product in action on our YouTube Channel!)
Electromagnetic:
These Electromagnetic Units are typically provided with a variable intensity controller and the frequency is fixed. These controllers offer 0 to 100% intensity adjustment. That adjustment also affects the stroke for these drives i.e. the stroke increases as intensity is turned up and vice versa if the intensity is turned down. The results to the material flow as you increase or decrease the intensity are the same as described above.

Featured Above: Cleveland Vibrator Co.’s Electromagnetic Vibrator
This design offers the most flexibility as the power is produced by twin Rotary Electric Vibrators where a multitude of forces and frequencies are available. The force output can be changed by manually adjusting the eccentric weights on both ends of the shaft of both vibrators. This adjustment not only affects the force, but it also determines the stroke of the equipment. Further adjustment can be made by controlling the twin vibrators with a VFD (variable frequency drive) which provides quick and easy frequency adjustment without having to manually adjust the eccentric weights. Lowering the frequency reduces force & acceleration and therefore the material flow, but does not change the stroke. Lowering the eccentric weight settings also reduces the force & acceleration, but the stroke as well. The flexibility to independently adjust the stroke and frequency offers the optimum ability to vary your product flow.

Featured Above: EMS Electromechanical Vibratory Screener Powered By Two Rotary Electric Motors
(Click the title to see this product in action on our YouTube Channel!)
Lastly, any of these designs can provide further adjustment if your installation will allow you to down slope the tray or screen deck. These units are designed to feed material with 0º down slope. As you down slope, gravity will increase the rate of material flow which will in turn decrease the bed depth accordingly. Most units can be down sloped to 10º. On typical designs, each degree of down slope will increase the flow by 3.3%. So for example, if your flow is 30 feet/min at 0º, it will increase to 40 feet/min at 10º. Please note that the specific drive angle of your unit will ultimately determine the actual adjustment. In case you’re wondering, you can also up slope these units to achieve the opposite effect. However, you are limited in the up slope angle and I don’t recommend going beyond 5º, which in the example above reduces the flow from 30 to 25 feet/min.
You now have general tools you can use to make adjustments to your material flow in your equipment. While this information is provided as an aid, you should always enlist the assistance of an application specialist as they may have other tricks up their sleeve based on your requirements and the specifics of your application.

Jack Steinbuch retired in 2021 following a decades-long career with The Cleveland Vibrator Company, where he served as a Sales Engineer for more than 36 cumulative years. His background also includes extensive experience in the manufacturing industry as a Senior Application Engineer, and throughout his tenure with our team he contributed in both sales and managerial roles. Prior to his retirement, he held the position of General Sales Manager.
A graduate of The University of Toledo with a BSCE, Jack is highly regarded for his expertise in sizing vibratory screeners, feeders, and vibratory drives for tables and other equipment. Known for his dedication to customer service, he has always emphasized the importance of recommending the right solution for every application — even when that solution did not come from The Cleveland Vibrator Company.
Outside of work, Jack enjoys spending time with his family, especially his grandchildren. An avid sports fan and participant, he enjoys golf and spent many winters as a league bowler. With his retirement planned for the end of September 2021, Jack looked forward to spending future winters vacationing in Florida.
Follow us:
Share this blog post:
One Response to Vibratory Feeders & Screeners: The Affects of Force, Acceleration and Frequency