In 1978, we were approached by a company specializing in rotary electric motors: Uras Techno. Sharing our goal of providing vibratory units built to the highest quality standard with options to fit each customer’s unique application – we found our perfect match! Since then, we have been the exclusive USA stocking distributor of their rotary electric motors. Together, we have helped many now-happy customers make the switch from competing brands.
Uras Techno Stainless Steel Rotary Electric Motor
For example, a few months ago, an OEM (original equipment manufacturer) in the food industry was looking for an alternative vibrator for their feeder, which is used to transfer frozen fruit in their production process. The competing brand’s units had gaps in the design that were easily contaminated. This led to frequent downtime to clean the vibrators to avoid sanitary issues. Choosing to make the switch, they now experience less downtime thanks to their easy-to-clean Uras Techno stainless steel food-grade motors.
So, why should you take the leap and switch to Uras Techno?
Joining The Cleveland Vibrator Company team as Sales Lead in January of 2017, Steve Chinn offers extensive knowledge and experience in the Bulk Material Handling industry. As a Cleveland State University graduate with a major in Communication and a minor in Marketing, Steve works closely with Uras Techno, the manufacturer of the high-quality Rotary Electric Motor product line exclusively distributed by The Cleveland Vibrator Company.
When not *almost* losing in our company Fantasy Football league, you can find this Cleveland sports fan golfing or spending time with his wife and two kids. He even coaches his kid’s baseball teams!
Previously, I wrote a blog about industrial vibrator options for hot temperature applications like transfer chutes in forging facilities or installations on cope & drags in a foundry. But what about those applications on the other end of the temperature spectrum?
Let’s talk about those cold environment applications like outdoor installs on a silo, chute, or load-out spout in geographic locations that face frigid temps, hopper bottom trailers delivering goods when there’s snow on the ground, or within facilities that do not have climate control.
When frigid temps are a factor, we lean towards supplying an electric vibrator option for material flow issues. Electric industrial vibrators do not require compressed airlines to operate, which is the biggest drawback when using pneumatic vibrators for these application environments.
Between RE Rotary Electric Vibrators, CM Electromagnetic Vibrators, and DC Vibrators, plenty of voltage options, force outputs, and frequencies are available.
Katy Sabo has been the Industrial Vibrator Duchess of The Cleveland Vibrator Company since 2014. The originator of #VibrationEducation, Katy has helped create CVC brand awareness across the globe and has made it her personal priority to share the importance of Industrial Vibration with anyone willing to listen! When she isn’t shaking things up in the Marketing Department, you can usually find her shopping with her favorite sidekicks (she’s the proud mom of two little ladies), going on long walks/runs with her favorite furry family members, or rooting on any Cleveland team with her diehard fan of a husband.
Material flow problems are time-consuming, messy, expensive, and can even contribute to workplace hazards. The tricky part? Many problems can slow down your production processes, such as applying the wrong vibration force and frequency for the application, issues with the installation of the vibratory flow aid, and even the size and style of the liner applied to the inside of your bin, hopper, chute, or pipe.
That was the case with a customer who wanted to apply vibration to their ¼” thick wall chutes for sand processing. Previously, they manually cleaned their chutes with a garden hoe leading to unnecessary employee injuries, equipment damage, and production downtime. Knowing they have liners installed, we asked three important questions:
Joining The Cleveland Vibrator Company team as Sales Lead in January of 2017, Steve Chinn offers extensive knowledge and experience in the Bulk Material Handling industry. As a Cleveland State University graduate with a major in Communication and a minor in Marketing, Steve works closely with Uras Techno, the manufacturer of the high-quality Rotary Electric Motor product line exclusively distributed by The Cleveland Vibrator Company.
When not *almost* losing in our company Fantasy Football league, you can find this Cleveland sports fan golfing or spending time with his wife and two kids. He even coaches his kid’s baseball teams!
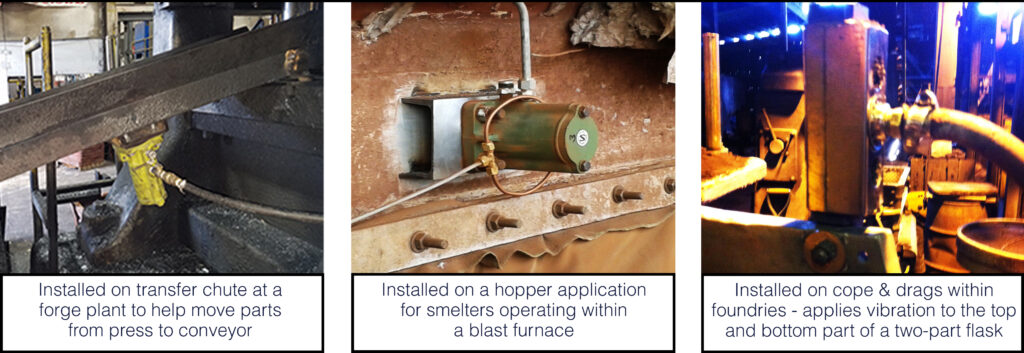
Casting facilities pour molten metals into molds that require vibration to enable material flow and release air from the molten metal during the cooling process. Hot Forging Facilities feed metal ranging from 800 degrees Fahrenheit to 2200 degrees Fahrenheit, depending on the material they’re producing which may require vibration for their transfer chutes. These are just a few examples of material flow locations that vibration can be used within these facilities.
What is the one thing these applications have in common? Heat.
Katy Sabo has been the Industrial Vibrator Duchess of The Cleveland Vibrator Company since 2014. The originator of #VibrationEducation, Katy has helped create CVC brand awareness across the globe and has made it her personal priority to share the importance of Industrial Vibration with anyone willing to listen! When she isn’t shaking things up in the Marketing Department, you can usually find her shopping with her favorite sidekicks (she’s the proud mom of two little ladies), going on long walks/runs with her favorite furry family members, or rooting on any Cleveland team with her diehard fan of a husband.
OSHA specifies that a hearing conservation program should be in place when “noise exposure is at or above 85 decibels averaged over 8 working hours, or an 8-hour time-weighted average (TWA)”. This can be an issue for some vibratory equipment. However, we have selections available that will reduce noise levels which can result in many positives for your facility (OSHA).
For example, did you know investing in noise-reducing vibration can lead to an increase in productivity and overall safety? High noise levels can lead to short- and long-term physical damage including ringing ears, temporary changes in hearing, and long-term hearing damage or loss. But, less commonly known, it can also put a strain on your pocket by reducing productivity, contributing to poor communication and concentration, and can even contribute to workplace accidents by limiting your employee’s ability to understand speech (OSHA).
Since there is a wide variety of vibratory equipment, for this blog, we will focus on “brute force” vibratory equipment. The vibrating body is directly installed on the equipment and is driven by a vibrator or dual motors, and the supporting structure is isolated from the vibrating body. Now let us look at potential ways to reduce their noise level:
Jack Steinbuch has been with The Cleveland Vibrator Company for over 36 years accumulatively. He has previous experience in the manufacturing industry as a Senior Application Engineer and has worn many hats on our team in sales and managerial capacities. Now, he’s in the position of General Sales Manager. With a BSCE from The University of Toledo, he is an expert in the realm of sizing vibratory screeners and feeders, and sizing vibratory drives for tables and other vibratory equipment. Understanding that customer service is crucial, Jack believes it is important to provide the proper product for every application, even if it happens to not be supplied by The Cleveland Vibrator Company.
In his off-hours, you can find Jack spending time with his family and playing with his grandchildren. He loves sports; both watching and playing, and is an avid golfer and a league bowler during the winter. He will be retiring at the end of September 2021 and hopes to spend his winters vacationing in Florida.
Over the years I’ve received a number of requests for industrial vibrators or vibratory equipment that need to operate in a hazardous location. Most requests include the classifications they are either given or think they need, but often aren’t familiar enough with them to know what their application may really require. I believe, for vibrating motors especially, that most confusion stems from recognizing the difference between dust-tight and explosion-proof construction.
Our challenge for these applications is to clarify the classification being requested and offer possible alternatives to meet them. First, to my understanding, pneumatic powered drives are acceptable for any hazardous location. You only need to be concerned if you use an electrically activated valve to start/stop it, to make sure it meets the classification of the hazardous area.
Jack Steinbuch has been with The Cleveland Vibrator Company for over 36 years accumulatively. He has previous experience in the manufacturing industry as a Senior Application Engineer and has worn many hats on our team in sales and managerial capacities. Now, he’s in the position of General Sales Manager. With a BSCE from The University of Toledo, he is an expert in the realm of sizing vibratory screeners and feeders, and sizing vibratory drives for tables and other vibratory equipment. Understanding that customer service is crucial, Jack believes it is important to provide the proper product for every application, even if it happens to not be supplied by The Cleveland Vibrator Company.
In his off-hours, you can find Jack spending time with his family and playing with his grandchildren. He loves sports; both watching and playing, and is an avid golfer and a league bowler during the winter. He will be retiring at the end of September 2021 and hopes to spend his winters vacationing in Florida.
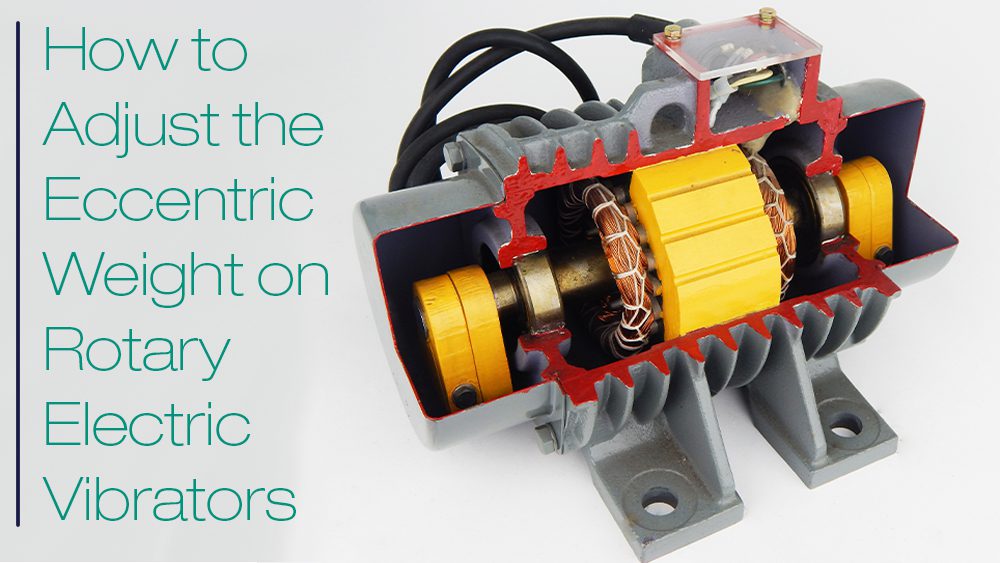
In a recent blog, we talked about the importance of “Counter rotation and synchronization” in the successful operation and maintenance of vibratory equipment. Now, we will touch on what you should do to properly adjust the eccentric weights on your rotary electric industrial vibrator. Although these steps are straightforward, they are crucial to the operation and longevity of the vibrator. Properly setting your eccentric weights can assist in keeping your equipment and vibratory investment free from damage. This is a great opportunity for us to expand on this subject, and, to be honest, we just LOVE spreading #VibrationEducation!
How to calculate vibratory force?
First, let’s delve into everyone’s favorite subject: Math. Understanding these concepts can help explain why setting your eccentric weights is important, and how it impacts your industrial vibrator and equipment. Any type of rotating vibrator, that includes rotary electric (RE), ball, or turbine vibrators generate their vibratory force by rotating a mass around the center of the unit or shaft. The force produced is dependent on three parameters:
Weight of the rotating mass
The distance of the center of gravity of that mass from the center of rotation
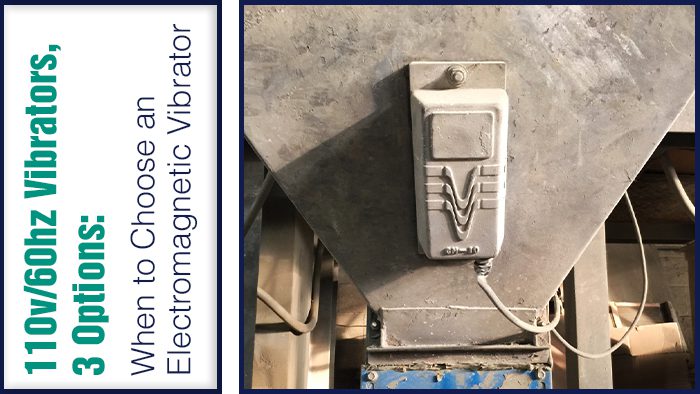
The Cleveland Vibrator Company was established in 1923. During the last century, the flagship product for our company has been the pneumatic piston vibrator. However, to meet the demands of our ever-changing industry, our product offerings have been adapted to fit customers’ requests. Before we delve into it, let’s look at the three options available for the users who require a 110v/60hz vibrator. These units include:
Mike joined The Cleveland Vibrator Company team in 2013 with prior experience in manufacturing sales with a Cleveland company in the tool and die industry. Now, he’s the Director of Sales and specializes in “making stuff that shakes stuff”.
When he’s not immersed in the world of industrial vibration, as rare as that might be, Mike keeps busy *not finishing in last place* in Fantasy Football and enjoys spending time with his wife and three kids. It’s always golf season for Mike, and he’s been known to 3 putt his way around any course and can roll tee balls in rain or shine. You can find him tailgating in the Muni Lot before Browns games or supporting local breweries.
As an avid provider of #VibrationEducation, he offers this free bit of advice, “Not all vibration is the same. Force and frequency do matter!” However, there is a 2% upcharge for all Michigan and Steeler’s fans.
We manufacture a complete line of vibratory equipment. The product line includes a variety of vibratory table configurations, including flat deck, low-profile, grid top, and belt vibratory tables, along with Electromechanical feeders (EMF) and Electromechanical screeners (EMS). Many of these units are of the general “brute force” design type. This broad design category is based on the principles of counter-rotation and synchronization for two electromechanical rotary electric vibrators.
Counter Rotation of Your Rotary Electric Motors
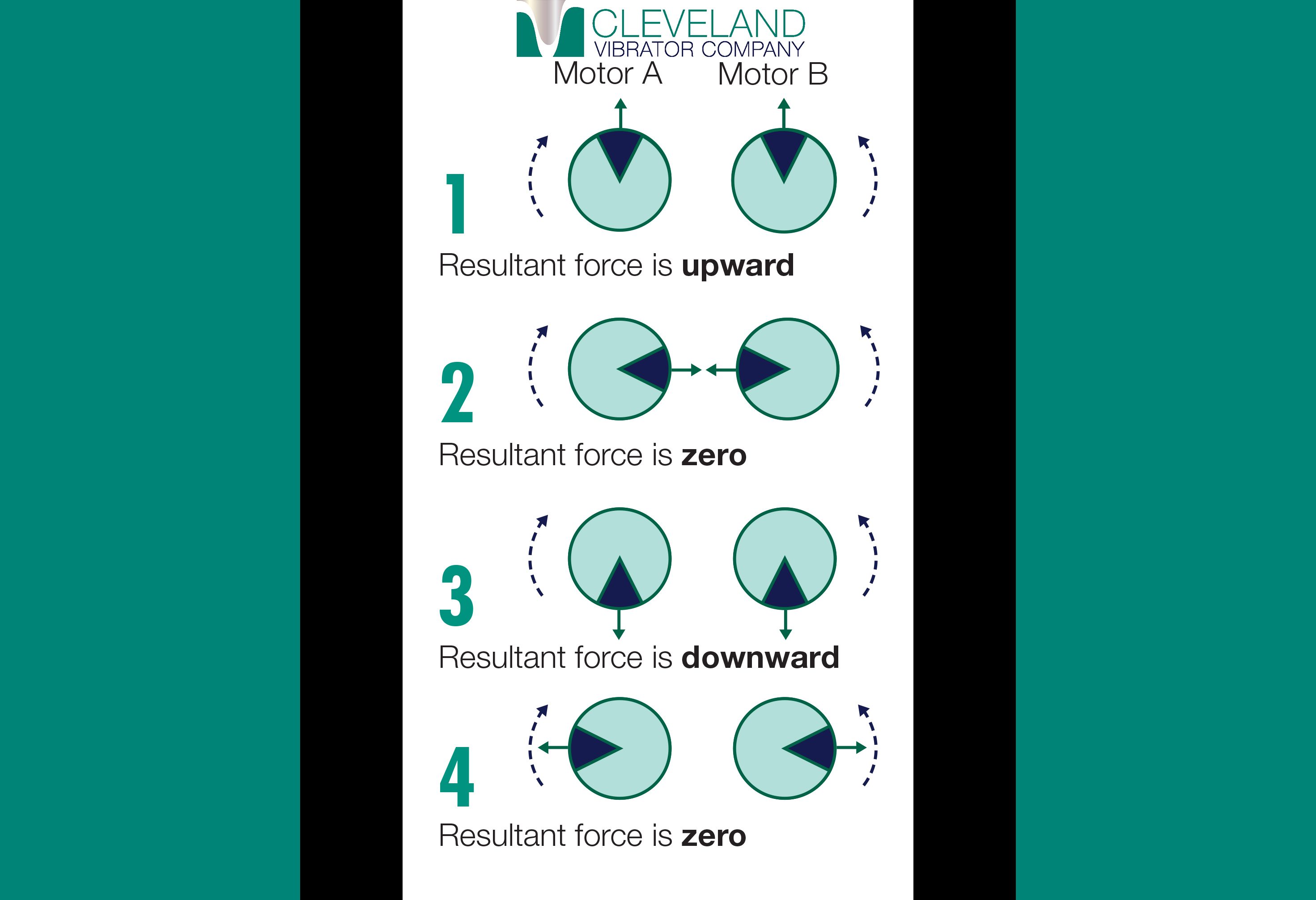
Brute force units require the use of two rotary electric motors. When mounted to a rigid structure, the vibrators will “sense” each other and attempt to run at the same speed. When operated alone, a rotary electric vibrator will produce a rotational or centrifugal force. However, to produce linear force with two vibrators, the pair must run together and Counter Rotate. When mounted side-by-side and viewed from the end, one vibrator must run clockwise, and the other vibrator must run counter-clockwise. In typical applications, it isn’t important which vibrator runs in which direction. However, they must run in different directions.
When running properly and in opposite directions, the forces produced by the two vibrators cancel each other except for two times in a cycle when the eccentric weights of the vibrator both point in the same direction. With the Cleveland Vibrator line of three-phase powered rotary electric motors, changing the direction of rotation on one of the vibrators is as simple as “flipping” two of the power legs of the vibrator. Below, you can check out a diagram showcasing counter-rotation and force cancellation.
Rotary Electric Vibrator Force Cancellation
For the sake of completeness, let’s take a moment to discuss the design of the rotary electric vibrator. Very broadly, the rotary electric vibrator is a through shaft motor with bearings on each end of the shaft. Outside of the bearings, two eccentric weights produce an “unbalanced” condition when the motor runs. This unbalanced condition produces the vibration used to move, screen, or compact a variety of products. The eccentric weights are “pie-shaped” and are clamped onto the shaft with a bolt. The eccentricity, or unbalanced condition, of the motor can be varied from 0 – 100% based on the relationship of these weights.
Adjusting the Eccentric Weights on Your Rotary Electric Motor
To access the eccentric weights, remove the four bolts that hold the weight cover in place. Then, remove the weight cover. The outer weight, the one furthest from the center of the vibrator on each end of the vibrator, can be rotated to a new location changing its relationship to the inner weight. This adjusts the unbalanced condition, thereby increasing or decreasing the force output of the vibrator.
Never change the location of the inner weight; only adjust the outer weight. If one outer weight is changed, then ALL outer weights on both vibrators must change.
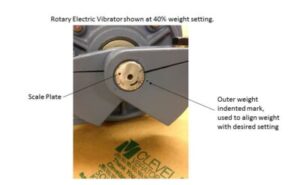
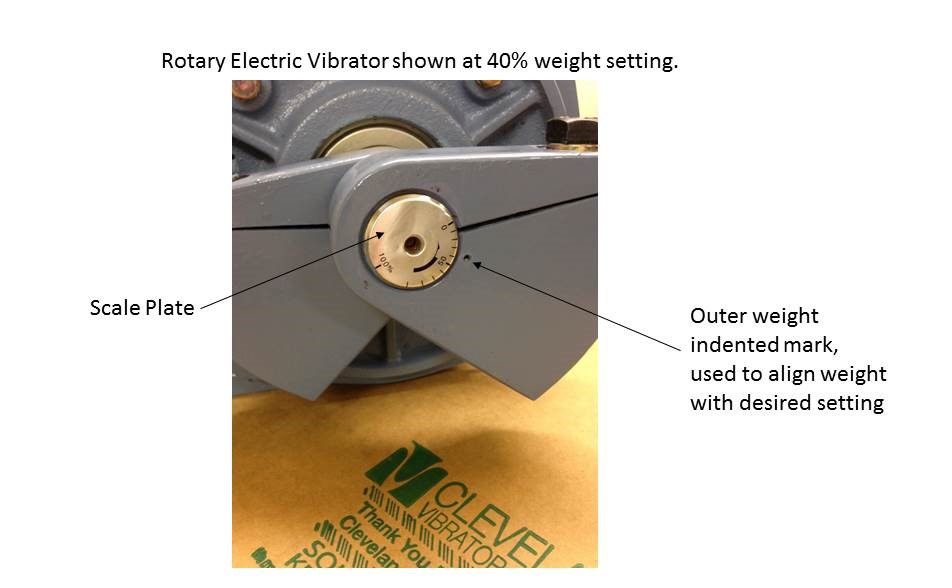
On each end of the motor shaft, you’ll see a dial with increments between 0 and 100 percent. The outer eccentric weight has a small “punch mark” or “dot” on the face of the weight. The punch mark is aligned with the desired weight setting on the dial. See the photo to the left, which shows this “punch mark” with the dial set to 40%.
Counter Rotation Example
If the goal is to reduce the force produced by a vibratory table, the customer might decide to “turn the weights back”. In other words, change the position of all outer weights to say 40%. All four outer weights are rotated so their punch marks align with the 40% mark on the dial on the end of the shaft. The unbalance of the vibrator is reduced by changing the relationship of the inner to outer weights. This also reduces the force it produces at any given speed.
On a piece of equipment, it is critical to the success of the operation and the serviceable life of that unit that all outer weights on each end of both vibrators are set in the same location. Refer to the rotary electric manual or call us if you have any questions. It’s crucial that all weights are properly set.
Rotary Electric Vibrator Synchronization
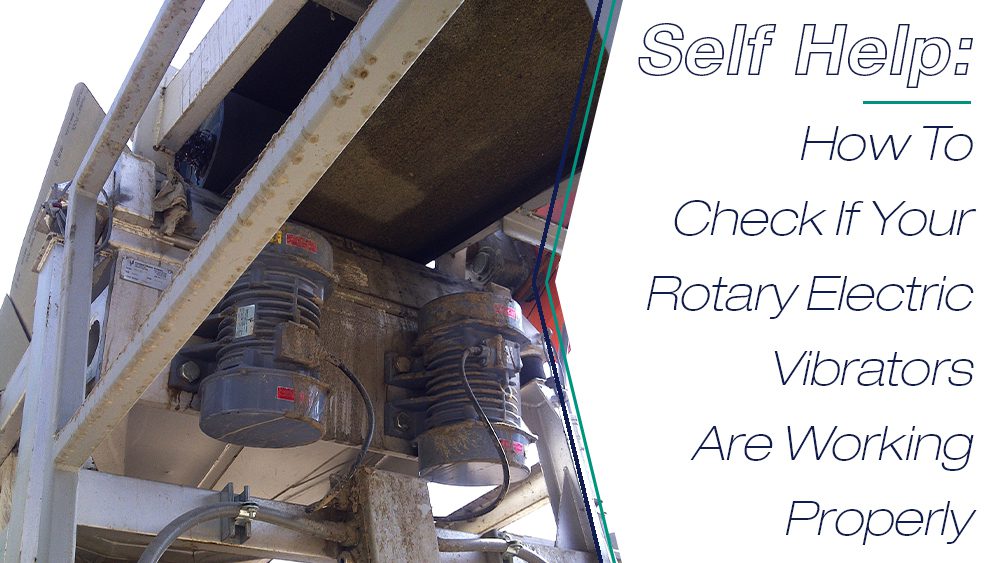
Once the outer weights are set the same and the rotation has been checked to confirm counter-rotation, the unit can run and the vibrators checked for synchronization. Synchronization simply means that the vibrators are running at the same speed in opposite directions and thereby producing linear vibration. When supplied by us, typical controls for equipment are either a magnetic starter or a variable frequency drive (VFD). They must start together and be controlled by one starter device.
While doing a final check on the equipment prior to shipping, we will periodically check for synchronization of the vibrators. To check for synchronization, one weight cover is removed from each vibrator exposing the two eccentric weights on the same end. Once the covers are removed, the unit is restarted and run. Use caution when operating the vibrators with the weight covers removed.
While the unit is running, a strobe tachometer is used to “stop” the motion of the rotating weights. This allows you to check to see that the vibrators weights are a “mirror” of each other. To “stop” the motion of the vibrators, adjust the frequency of the strobe to match the operational speed of the vibrators. At the operational speed, the motion will appear to “stop”. Now you can easily observe the relationship of one set of weights to the other. You can see this process in action in the video below.
In the video, the initial frequency of the strobe was slightly off that of the motors. As the speed of the strobe approaches that of the vibrators, the two sets of weights appear to slow to a “stop”. As seen in the video, the orientation of one set of weights should be mirrored onto the other vibrator. When the weights appear to “stop” and the orientation is observed, the position of the weights should be a mirror copy of each other. If this is not the case, then the vibrators are not synchronous and will not produce linear motion. This is not the desired condition for successful operation for vibratory equipment utilizing the brute force design.
What does it mean if the vibrators are not running together in synchronous operation?
This could indicate a problem with one of the vibrators, perhaps an early indication of pending bearing failure or lack of grease on the vibrators with grease fittings. Please refer to the operation manual for the recommended maintenance schedule for grease application, both quantity, and type of lubrication. Some of the smaller vibrators are permanently lubricated and don’t require maintenance of this type. Another option would be to double-check the tightness of the vibrator mounting bolts. As discussed in the maintenance manual, the vibrator mounting bolts should be checked periodically for tightness. Loose bolts can prevent proper operation and synchronization of the two vibrators.
If you have any questions, our friendly and knowledgeable Sales and Services Team is here to help. Contact us today!
Here at the Cleveland Vibrator Company, we are constantly looking to help solve a customer’s problem. That problem could range from breaking up bridging material in a hopper, deblinding a screen deck, compacting dry bulk products or anything in between. Regardless of the processing line hurdle, we have the experience to assist.
Since 1923, the flagship product line for our company has been the pneumatic piston vibrator. In the 90+ years of manufacturing here in Cleveland, Ohio, a few new kids have entered the block…the vibratory material flow aids block, that is. As with any industry, applications change over time. In our world, a few that come to mind are the food and pharmaceutical projects. As our country has progressed with health standards and regulations, manufacturing facilities have had to adapt products to meet the needs for the evolving problems. The change we are going to focus on here is the elimination of lubricant, oil or grease in the air lines at processing plants. Read More…
Mike joined The Cleveland Vibrator Company team in 2013 with prior experience in manufacturing sales with a Cleveland company in the tool and die industry. Now, he’s the Director of Sales and specializes in “making stuff that shakes stuff”.
When he’s not immersed in the world of industrial vibration, as rare as that might be, Mike keeps busy *not finishing in last place* in Fantasy Football and enjoys spending time with his wife and three kids. It’s always golf season for Mike, and he’s been known to 3 putt his way around any course and can roll tee balls in rain or shine. You can find him tailgating in the Muni Lot before Browns games or supporting local breweries.
As an avid provider of #VibrationEducation, he offers this free bit of advice, “Not all vibration is the same. Force and frequency do matter!” However, there is a 2% upcharge for all Michigan and Steeler’s fans.










{kind=link}
{kind=link}