I don’t know that having a sense of humor is a requirement for employment here at The Cleveland Vibrator Company, but it certainly wouldn’t hurt! Perhaps it’s a bit like the old Johnny Cash song about a boy named Sue; you’ve got to expect some off the wall comments when your employer is The Cleveland VIBRATOR Company! Hard not to be at some sort of gathering and someone asks what you do or where you work. Yea sure, Cleveland VIBRATOR, you can see them fighting back the smile and probably more than a couple of questions. I used to be in the Army Reserves and spent the last few years of my service in a school unit as an instructor and eventually as a course manager. Our mission was to teach soldiers who wanted to change career fields and get a new “MOS” or job skill. At the end of the “report day” once we’d in-processed all the students into the course we would have a brief introduction to the school, the course and the staff. We’d go around the class and have each student talk a bit about themselves, military experience and civilian career, always fascinating. After we worked through the students then the staff would do the same. I always got a kick out of saying, “I’m Master Sergeant David Strong, so on and so forth, I’m a mechanical engineer and work for The Cleveland Vibrator Company.” I always gave it a long pause and then added “and no…we don’t make hand held pleasure devices!” You can probably imagine the response. Read More…
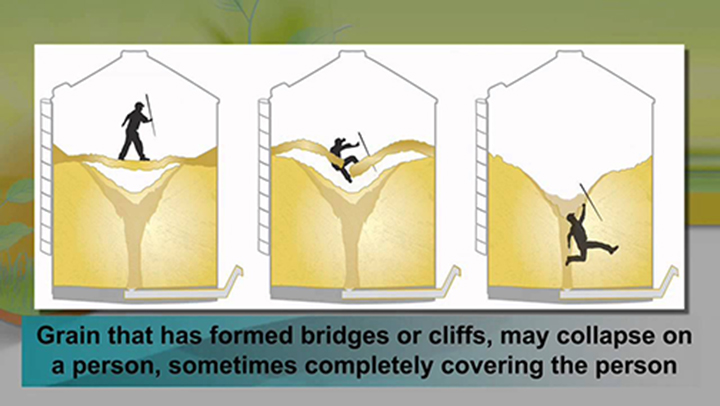
Valuing your worker’s safety and well-being are ideas that most can agree on is crucial for company success within dangerous industries such as Grain Handling. Part of my job is updating our Twitter Feed and keeping an eye out for industry news via shared stories and retweets by some of the most credible sources in the material handling industries. Recently, I have been seeing numerous stories about grain entrapment accidents and can’t help but wonder, why does this keep occurring when preventive measures are available? Read More…
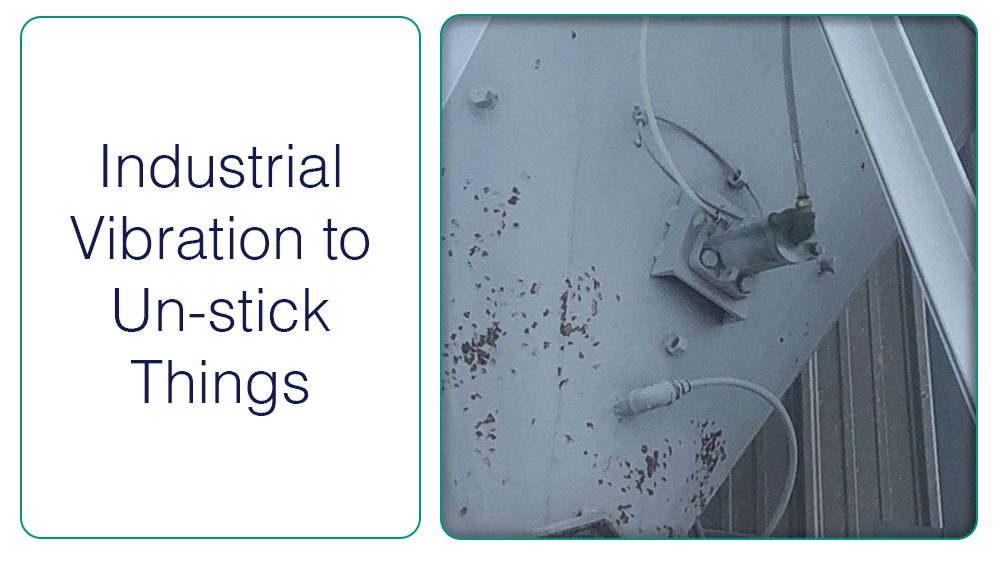
Many applications of industrial vibrators are for material flow in hoppers, bins, chutes, and pipes; or material settling and de-airing. However, we frequently come across customers that don’t work with dry bulk materials or wet cast product. Instead, they are looking to apply vibration to their process to “un-stick” their wet, sticky materials from the walls of their equipment.
If we relate this to an everyday experience, picture-grabbing ice cubes from the freezer for your glass of lemonade. You get a clump of them that bonded, and they won’t fit in your glass. So, what do you do? Apply a little energy to them with some impact force (bang them on the counter) and break those bonds. Cold lemonade success!
Being in this industry for a long time, we can relate to the uncertainty surrounding when you should grease your Rotary Electric Vibrators and how much grease you should apply. We offer an easy-to-follow installation and operation manual to our customers that discusses the specifics for each vibrator.
A section of the manual addresses proper greasing of the bearings, including when to apply the grease and how much to apply. The manual explains a ratio that takes into account the intervals vs. the actual running hours. This ratio will help determine when greasing the unit is necessary. There is, in my opinion, a “grey” area. Our Rotary Electric VIbrators need a certain amount of grease (measured in grams) to be adequately lubricated.
How do you determine the amount of grease for your rotary electric vibrator when the amount of grease per pump of the grease gun handle is unknown?
One method we’ve heard over the years is if the bearings begin to make noise, simply give each bearing five or six pumps from the grease gun and let it run for a few minutes. If this quiets the bearings after a few minutes, then you’re good to go. If not, repeat the process.
Is this recommended by The Cleveland Vibrator Company to properly lubricate the bearing? Well, no, it’s not. However, this type of greasing exists, and some swear by it. There is an old saying, “if it ain’t broke, don’t fix it,” and if it works for some folks, then we would not try to change the way they do it. However, for a straightforward approach, we looked at the amount of grease generated by one pump of a standard manual lever-operated grease gun and headed to our testing lab.
We took our standard grease gun, which uses a 14.8 ounce/420-gram cartridge, weighed out how much grease was in one pump, and then converted it to grams. We checked what the standard amount of grease would be for a grease gun of this size. The amount varied from 1.25 grams per pump to 2.25 grams, depending on how efficient your grease gun was.
A quick note that the grease we use is PREMALUBE Heavy-duty NLG1 #2 Multi-Purpose Grease H2, the manufacturer is Lubemaster. If you are working with a pneumatic vibrator, we have a blog that outlines what lubrications should NOT be used for your unit, click here to check that out.
We took many circumstances into account when performing our testing of the grease gun in our lab, such as:
The greasing procedure is not perfect
The effect of different operators
Condition of the grease fittings
Environmental temperature
The condition of the grease gun
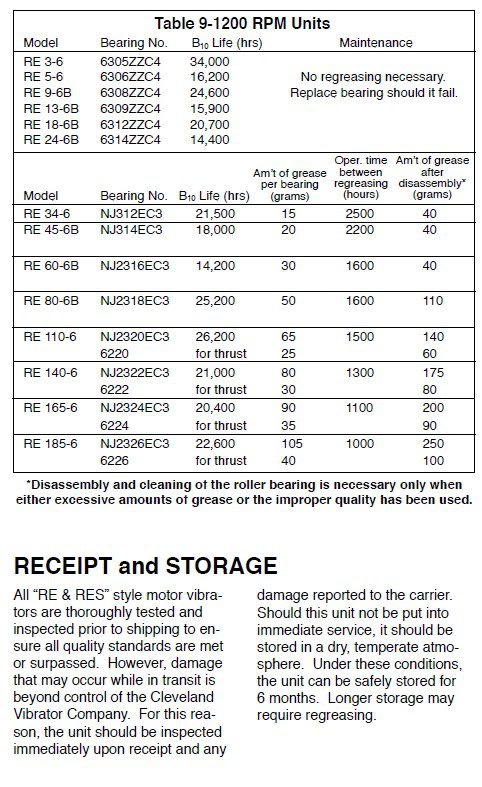
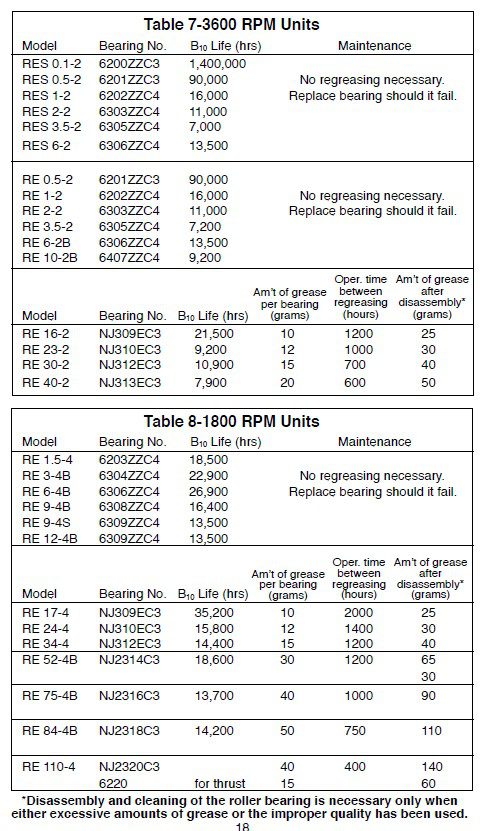
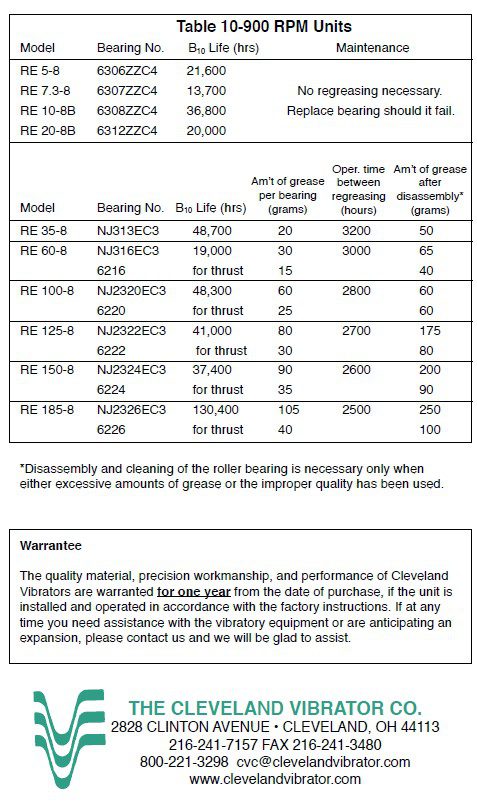
We went with 2.0 grams per pump, even with our measured weight being closer to 1.75 per pump. You can damage the bearing and cause premature failure of the unit, so it is essential to not over-grease. We concluded 2.0 grams per pump is best to prevent under-greasing as well. Refer to our RE 1200 RPM Rotary Electric Motor greasing chart illustrated below: “RE 80-6 Vibrator.” The chart indicates that adding 50 grams of grease per bearing after 1600 hrs, at 2.0 grams per pump, would be 25 pumps of the grease gun, and would add a plus or minus 10 to 20% facture to this.
You should note that you can also do half-life greasing which in the RE 80-6 case would be 12 or 13 pumps per bearing. We have included greasing charts for all RPMs below. Note that some models are permanently lubricated at the factory.
Need more information about the maintenance of your vibratory equipment? We are here to help! Click here to speak to our knowledgeable Sales & Services Team.
Blinding is when there is a decrease in the open area of a screen due to coating or plugging.
What is Plug Blinding?
We will focus on plug blinding as it has become more prevalent due to the increase in recycling. Plug blinding occurs when you screen material containing particles with irregular shapes. Think of candy corn: if the pointed end falls into a screen opening and then gets stuck or plugs the opening, it can prevent the fine material from passing.
Eventually, the screen section can lose its screening effectiveness as more particles plug into screen openings. Since this material wedges into the screen opening, the vibration energy used to screen the material isn’t always sufficient to knock them out of the opening. For example, the recycling of plastics creates irregularly shaped materials that can plug openings, thereby adversely affecting screening. Our challenge is to find a way to reduce plug blinding to keep our screening efficiency and reduce the downtime cost to clean the screen deck manually.
When I first started at Cleveland Vibrator in ’68, we had an “Oldtimer” by the name of Richard Placek who worked here and eventually retired from Cleveland Vibrator after over 40 years of loyal service. Rich was in charge of our tool and die area and among his many responsibilities was to build jigs and fixtures to assist in producing our many vibratory products. Along with that responsibility, Rich would work with our local pattern maker and make any final adjustments to our mostly wooden pattern equipment before sending it on to the foundry for producing sample castings. Rich Placek was indeed a very valuable part of the organization. Back then, trade shows were very important to attend and exhibit our products produced and sold by Cleveland Vibrator. Rich came up with an ideal to make-up some small keychain vibrator blanks and hand out to interested visitors at our industrial shows. Our customers liked the small key chain type units and comments were made about turning them into working models. Of course this was music to Mr. Placek’s ears and he started working on a Cleveland Vibrator miniature vibrator. It actually turned out to be the very first prototype Vibra-Mite Vibrator which is now our primary line of vibrators, VM-25s in particular. Read More… Share this blog post:
There are many aspects to the working at The Cleveland Vibrator Company that teach you valuable industry lessons, especially when you are considered a “rookie” or “newbie” in the industry. I began my journey into the Industrial Vibrator world this past December and I am surprised myself as to how much knowledge I have gained thus far – particularly the impressive span of industries where vibration is highly valued in order to efficiently move materials through plant production. Being the Marketing Associate, it is part of my job description to photograph every piece of Fabricated Vibratory Equipment that leaves our facility. Coming into an industry that was completely foreign to me, this job detail quickly became incredibly beneficial in my learning process about Industrial Vibration and where I could find it in use.
My first experience with photographing Vibratory Equipment happened within my first week on the job, I was asked to video the testing of an EMS Electromechanical Vibratory Screener. Read More… Share this blog post:
My mom just had her 80th birthday the other day. To celebrate the milestone, one of my sisters and her husband are taking my mom on an Alaskan cruise, I’m sure it will be a great adventure. A few years back I had the opportunity to visit Alaska as part of a Cleveland Vibrator Company project, I was there to provide start up assistance and review the installation of a piece our equipment. From start to finish it was a very interesting application of mechanical vibration to assist in the compaction of a dry material. Throw in a trip to Alaska and it became quite memorable.
Cleveland Vibrator Company was contacted by a large engineering firm that was involved in a remediation project at a military installation in Alaska. The company was removing contaminated soil from the site. The soil was to be placed in steel containers and shipped off site. Their challenge to us was to increase the density of the soil, put more material in the box than could be accomplished with just “dumping” soil into the container. Read More… Share this blog post:
Vibrator performance, force output, frequency, energy consumption and noise, all parameters that are of interest to our customer to some degree or another. At one end the spectrum we might have a plant maintenance supervisor who simply needs a vibrator as a flow aid on a hopper and isn’t particularly interested in the exact operating frequency and force output of the unit, just needs something that works, solves the problem. On the other end of the customer range is the user who wants to know force and energy consumption at a specific frequency. Vibrator sizing on hoppers as a flow aid is driven by the physical characteristics of the hopper and the material stored in that hopper. Read More… Share this blog post:
We often receive calls from customers that need to make adjustments to the product flow in their vibratory feeders or screener/feeders. Our challenge is to determine what style equipment is being operated to provide the appropriate options. The following are three basic drive options which produce linear force that can be used to power vibratory feeders or screener/feeders. To clarify, a screener/feeder is designed to feed the material with that same vibratory action also serving to help stratify the material – Read More…