I have attached some photographs of a couple vibrators returned to Cleveland Vibrator for evaluation over the past year. It’s pretty clear that these units were not operated as per our operation manuals would instruct. Human nature causes us to try and make something work better or faster, we are the products of an an instant gratification way of life. We believe that products can work up to our lofty expectations even though we know it will work best to follow instructions in a user’s manual and to operate the product as instructed. As we used to hear at the beginning of the Six Million Dollar Man TV show many years past,”We have the technology to make it bigger, faster and stronger.” This hold true in many cases, especially relating to air piston vibrators, we shorten the life of the vibrator by believing we can use such technologies to override suggested operating specs. Read More…
During the process of manufacturing paints or other coatings, one of the steps involved is milling or grinding all of the dry ingredients into the liquid portion of the paint. These dry or solids consist of Titanium Dioxide (TIO2) pigments, binders, and various other powders. The liquid portion is mainly solvent or in the case of latex base – water. Once all of these dry ingredients have been thoroughly mixed (the proper term is dispersed) into the liquid base of the paint, the next step involves a high shear, high energy process called media milling.
In a nutshell, the paint is run through a chamber that has an enclosed horizontal shaft with discs or blades. The chamber is also filled with very small, spherical, grinding media. The media is made of different materials such as glass, steel, and ceramic media. Read More…
With Halloween approaching fast, it has reminded me that over the years Cleveland Vibrator has sold several vibrators to entertainment enterprises for use on their Halloween projects. One of these projects, I was told, was for a Haunted Mansion Halloween Party for a pretty well known publication here in the U.S. (*Mansion may be a pretty big clue here). They used two 1125 VMS Air Piston Vibrators mounted below the floor to surprise folks as they walk on them. We even built an “Earthquake Machine” for the Natural History Museum here in Cleveland, Ohio to give visitors the experience of what an earthquake may feel like. They even covered the drive motors so you could actually sit on them. This holiday also brought back an experience I had at a burial vault company visit just a few years past. But, before I tell this story would like to explain what led up to my reaction to this visit.
I think that our beliefs and fears about Halloween go back to what we have learned or were told as kids. This for sure applies to my background as a youngin’. I was raised in Southern Ohio on a small farm that had no phone service until I was twelve or thirteen. Read More…
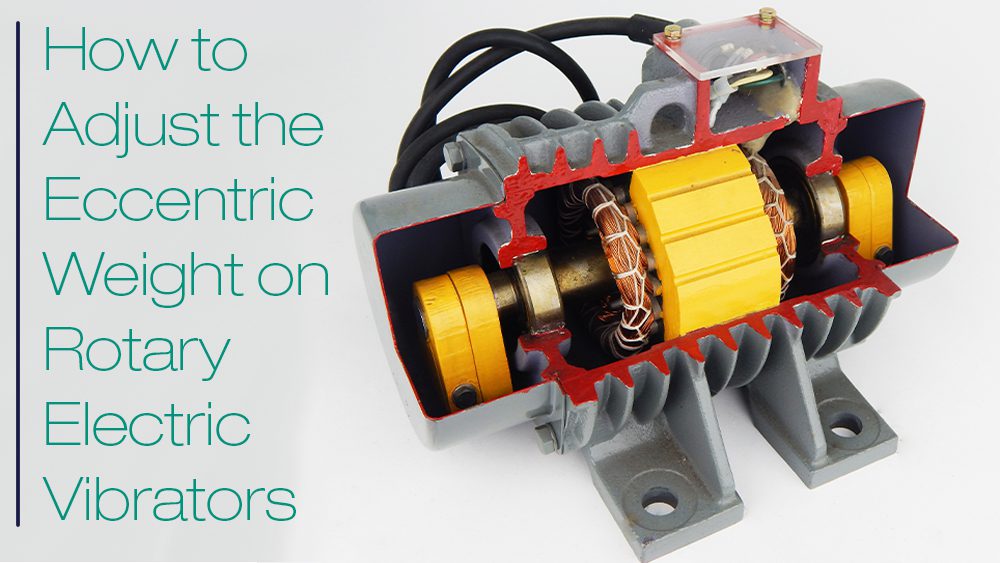
In a recent blog, we talked about the importance of “Counter rotation and synchronization” in the successful operation and maintenance of vibratory equipment. Now, we will touch on what you should do to properly adjust the eccentric weights on your rotary electric industrial vibrator. Although these steps are straightforward, they are crucial to the operation and longevity of the vibrator. Properly setting your eccentric weights can assist in keeping your equipment and vibratory investment free from damage. This is a great opportunity for us to expand on this subject, and, to be honest, we just LOVE spreading #VibrationEducation!
How to calculate vibratory force?
First, let’s delve into everyone’s favorite subject: Math. Understanding these concepts can help explain why setting your eccentric weights is important, and how it impacts your industrial vibrator and equipment. Any type of rotating vibrator, that includes rotary electric (RE), ball, or turbine vibrators generate their vibratory force by rotating a mass around the center of the unit or shaft. The force produced is dependent on three parameters:
Weight of the rotating mass
The distance of the center of gravity of that mass from the center of rotation
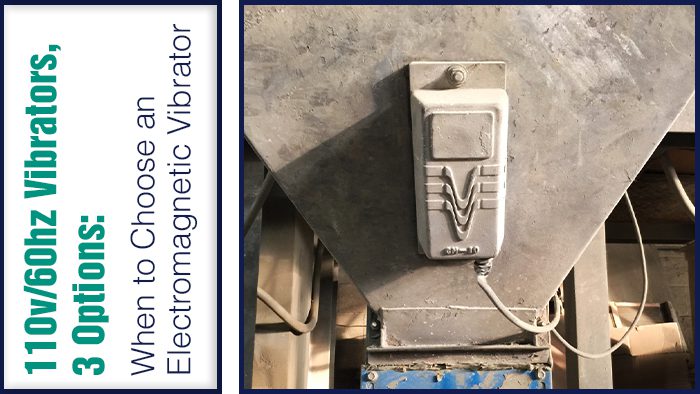
The Cleveland Vibrator Company was established in 1923. During the last century, the flagship product for our company has been the pneumatic piston vibrator. However, to meet the demands of our ever-changing industry, our product offerings have been adapted to fit customers’ requests. Before we delve into it, let’s look at the three options available for the users who require a 110v/60hz vibrator. These units include:
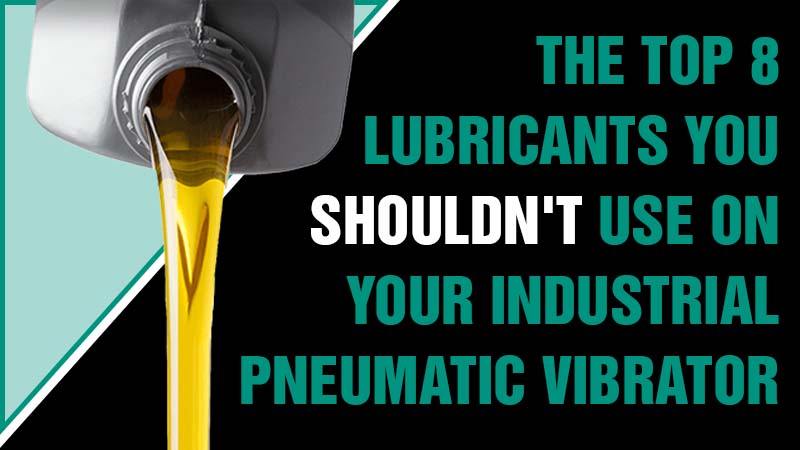
We often have customers send our products back for routine maintenance checks and to address functionality problems they are experiencing. A customer sent us their 1350 VMS impact vibrator used on a railcar to unload dry cement. We typically recommend a lightweight oil lubricant for our pneumatic vibrators. In the pictures below, you can see that our customer used grease. This is a major no-no and will only lead to premature failure of the vibrator. Our air piston vibrators carry fairly tight tolerance between the piston O.D. and the body I.D. This tolerance can be as small as tenths of a thousand to just a few thousand. If you add anything to the air stream that changes that tolerance, you may affect the performance of the vibrator.
We manufacture a complete line of vibratory equipment. The product line includes a variety of vibratory table configurations, including flat deck, low-profile, grid top, and belt vibratory tables, along with Electromechanical feeders (EMF) and Electromechanical screeners (EMS). Many of these units are of the general “brute force” design type. This broad design category is based on the principles of counter-rotation and synchronization for two electromechanical rotary electric vibrators.
Counter Rotation of Your Rotary Electric Motors
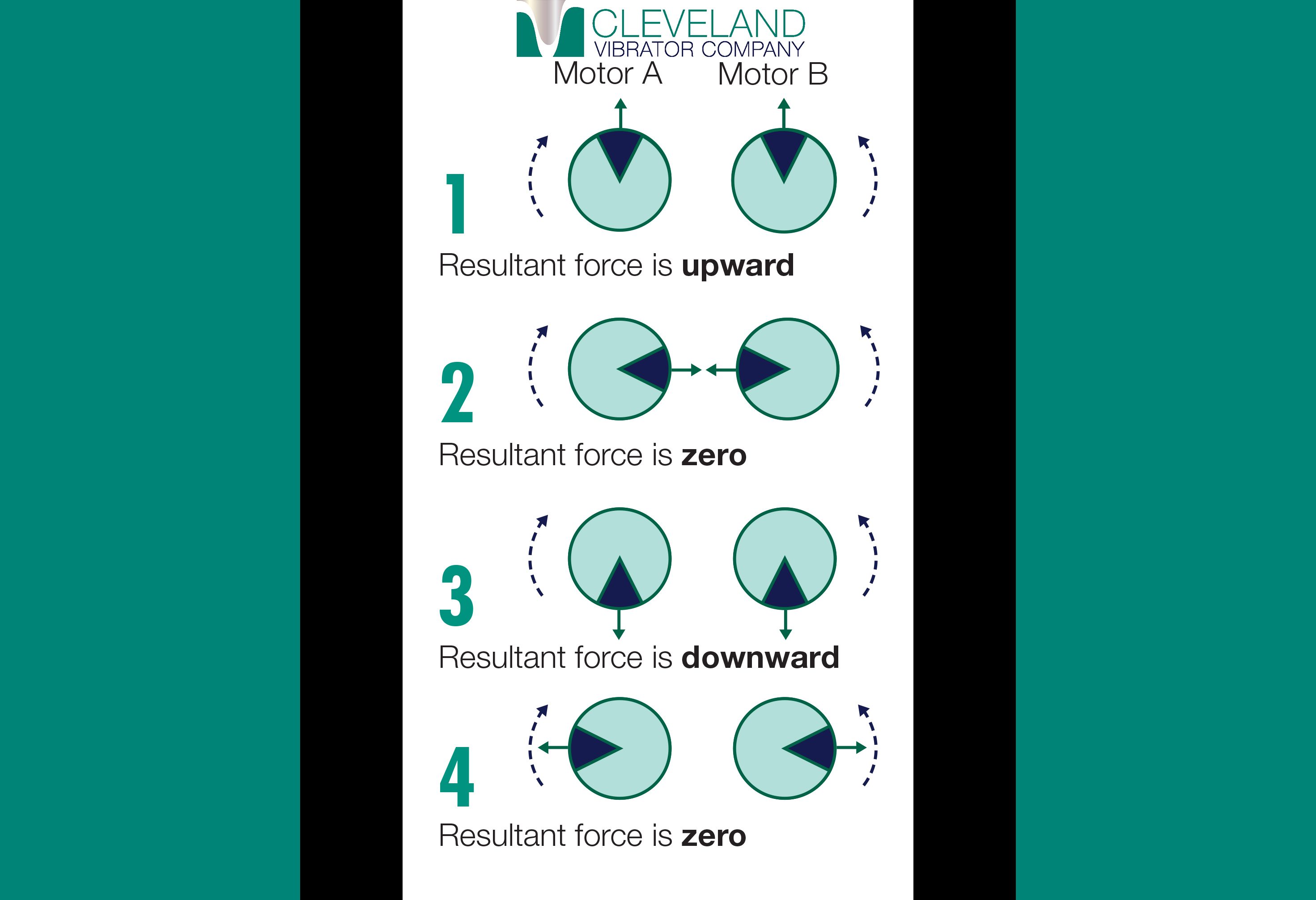
Brute force units require the use of two rotary electric motors. When mounted to a rigid structure, the vibrators will “sense” each other and attempt to run at the same speed. When operated alone, a rotary electric vibrator will produce a rotational or centrifugal force. However, to produce linear force with two vibrators, the pair must run together and Counter Rotate. When mounted side-by-side and viewed from the end, one vibrator must run clockwise, and the other vibrator must run counter-clockwise. In typical applications, it isn’t important which vibrator runs in which direction. However, they must run in different directions.
When running properly and in opposite directions, the forces produced by the two vibrators cancel each other except for two times in a cycle when the eccentric weights of the vibrator both point in the same direction. With the Cleveland Vibrator line of three-phase powered rotary electric motors, changing the direction of rotation on one of the vibrators is as simple as “flipping” two of the power legs of the vibrator. Below, you can check out a diagram showcasing counter-rotation and force cancellation.
Rotary Electric Vibrator Force Cancellation
For the sake of completeness, let’s take a moment to discuss the design of the rotary electric vibrator. Very broadly, the rotary electric vibrator is a through shaft motor with bearings on each end of the shaft. Outside of the bearings, two eccentric weights produce an “unbalanced” condition when the motor runs. This unbalanced condition produces the vibration used to move, screen, or compact a variety of products. The eccentric weights are “pie-shaped” and are clamped onto the shaft with a bolt. The eccentricity, or unbalanced condition, of the motor can be varied from 0 – 100% based on the relationship of these weights.
Adjusting the Eccentric Weights on Your Rotary Electric Motor
To access the eccentric weights, remove the four bolts that hold the weight cover in place. Then, remove the weight cover. The outer weight, the one furthest from the center of the vibrator on each end of the vibrator, can be rotated to a new location changing its relationship to the inner weight. This adjusts the unbalanced condition, thereby increasing or decreasing the force output of the vibrator.
Never change the location of the inner weight; only adjust the outer weight. If one outer weight is changed, then ALL outer weights on both vibrators must change.
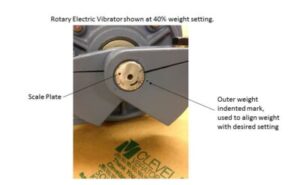
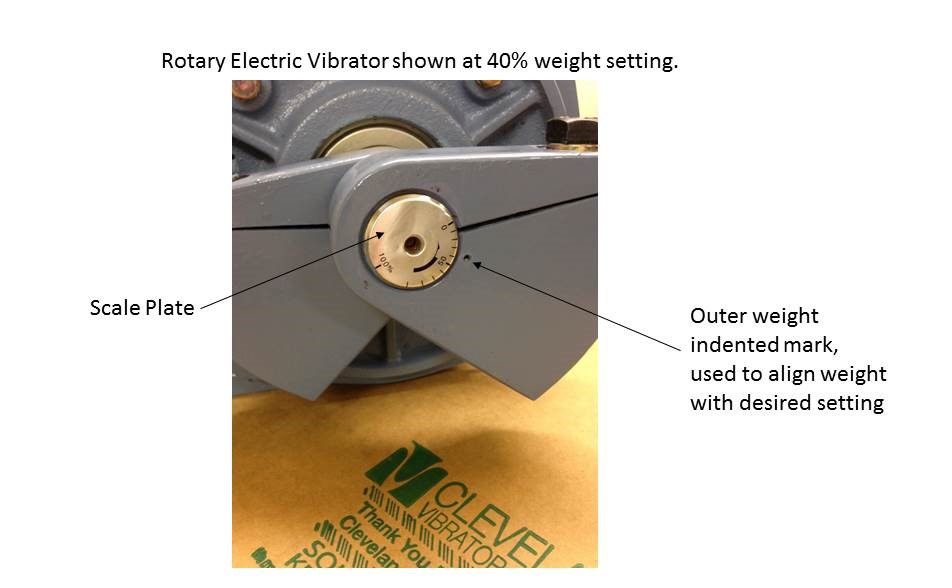
On each end of the motor shaft, you’ll see a dial with increments between 0 and 100 percent. The outer eccentric weight has a small “punch mark” or “dot” on the face of the weight. The punch mark is aligned with the desired weight setting on the dial. See the photo to the left, which shows this “punch mark” with the dial set to 40%.
Counter Rotation Example
If the goal is to reduce the force produced by a vibratory table, the customer might decide to “turn the weights back”. In other words, change the position of all outer weights to say 40%. All four outer weights are rotated so their punch marks align with the 40% mark on the dial on the end of the shaft. The unbalance of the vibrator is reduced by changing the relationship of the inner to outer weights. This also reduces the force it produces at any given speed.
On a piece of equipment, it is critical to the success of the operation and the serviceable life of that unit that all outer weights on each end of both vibrators are set in the same location. Refer to the rotary electric manual or call us if you have any questions. It’s crucial that all weights are properly set.
Rotary Electric Vibrator Synchronization
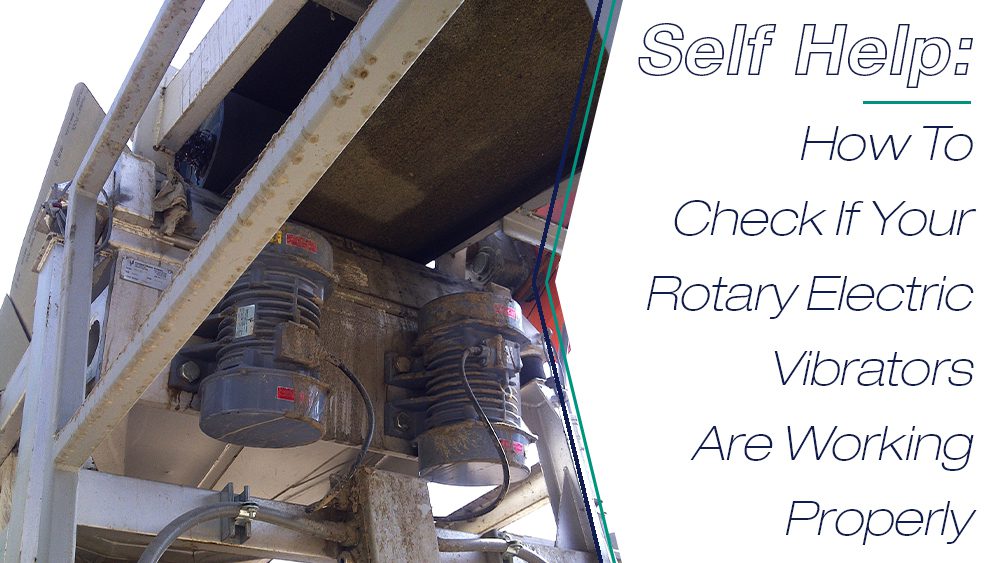
Once the outer weights are set the same and the rotation has been checked to confirm counter-rotation, the unit can run and the vibrators checked for synchronization. Synchronization simply means that the vibrators are running at the same speed in opposite directions and thereby producing linear vibration. When supplied by us, typical controls for equipment are either a magnetic starter or a variable frequency drive (VFD). They must start together and be controlled by one starter device.
While doing a final check on the equipment prior to shipping, we will periodically check for synchronization of the vibrators. To check for synchronization, one weight cover is removed from each vibrator exposing the two eccentric weights on the same end. Once the covers are removed, the unit is restarted and run. Use caution when operating the vibrators with the weight covers removed.
While the unit is running, a strobe tachometer is used to “stop” the motion of the rotating weights. This allows you to check to see that the vibrators weights are a “mirror” of each other. To “stop” the motion of the vibrators, adjust the frequency of the strobe to match the operational speed of the vibrators. At the operational speed, the motion will appear to “stop”. Now you can easily observe the relationship of one set of weights to the other. You can see this process in action in the video below.
In the video, the initial frequency of the strobe was slightly off that of the motors. As the speed of the strobe approaches that of the vibrators, the two sets of weights appear to slow to a “stop”. As seen in the video, the orientation of one set of weights should be mirrored onto the other vibrator. When the weights appear to “stop” and the orientation is observed, the position of the weights should be a mirror copy of each other. If this is not the case, then the vibrators are not synchronous and will not produce linear motion. This is not the desired condition for successful operation for vibratory equipment utilizing the brute force design.
What does it mean if the vibrators are not running together in synchronous operation?
This could indicate a problem with one of the vibrators, perhaps an early indication of pending bearing failure or lack of grease on the vibrators with grease fittings. Please refer to the operation manual for the recommended maintenance schedule for grease application, both quantity, and type of lubrication. Some of the smaller vibrators are permanently lubricated and don’t require maintenance of this type. Another option would be to double-check the tightness of the vibrator mounting bolts. As discussed in the maintenance manual, the vibrator mounting bolts should be checked periodically for tightness. Loose bolts can prevent proper operation and synchronization of the two vibrators.
If you have any questions, our friendly and knowledgeable Sales and Services Team is here to help. Contact us today!
Here at the Cleveland Vibrator Company, we are constantly looking to help solve a customer’s problem. That problem could range from breaking up bridging material in a hopper, deblinding a screen deck, compacting dry bulk products or anything in between. Regardless of the processing line hurdle, we have the experience to assist.
Since 1923, the flagship product line for our company has been the pneumatic piston vibrator. In the 90+ years of manufacturing here in Cleveland, Ohio, a few new kids have entered the block…the vibratory material flow aids block, that is. As with any industry, applications change over time. In our world, a few that come to mind are the food and pharmaceutical projects. As our country has progressed with health standards and regulations, manufacturing facilities have had to adapt products to meet the needs for the evolving problems. The change we are going to focus on here is the elimination of lubricant, oil or grease in the air lines at processing plants. Read More… Share this blog post:
The sun is shining, the ocean waves are crashing down, and I am enjoying a book on Hilton Head Island… OK. SNAP BACK TO REALITY. Living in Northeast Ohio, one could imagine our winters are long and summers fly by quicker than we can blink. Beach daydreaming is a favorite pastime of mine but also inspired me to right a little blurb about a visit made to a customer right here in Cleveland who deals with that soft every day of the year. The visit gave me a little taste of that soft sand between my toes, literally…
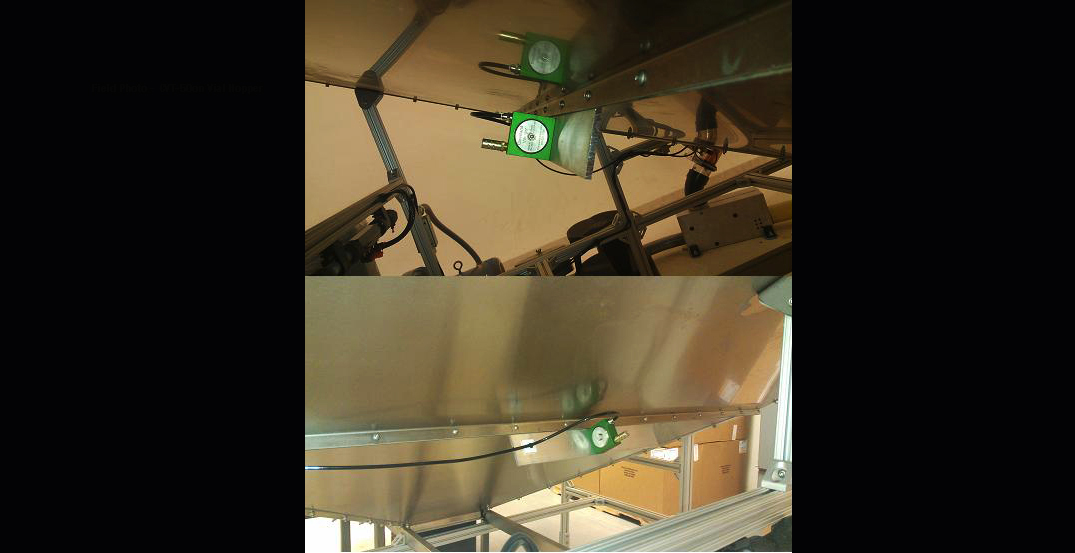
No, I wasn’t lounging in my beach chair, but instead hiking up on top of sand filled silos and learning all about what exactly sand is used for in day-to-day life. One of our fantastic customers invited myself and Glen Roberts to come out and see our Rotary Electric Motors in use on their chutes they use to keep bulk sand flowing through it’s heating, cooling and separating process. If you have read any of my previous blogs, you would know I am a complete sucker for history and find it fascinating to learn all about different processes and how they have evolved over time. This facility we visited was no exception. This plant has been located right off Lake Erie since the 1940’s and has original sand at the bottom of its silos since it’s opening day still present today.
Our trip was quite eye opening and once again, I was completely awestruck over the idea that such a simple material I have played in since I was a kid, played a major role in creating everyday items. We learned there are three different “grades” of sand all serving specific end product use. Read More… Share this blog post:
This blog is the fifth and final (yeah) in a series that has been dedicated to typical screening media that are installed in Screeners with their advantages and disadvantages so you can be in a better position to assist us in the selection process.
Grizzly Bars
This screening media is used primarily for heavy duty screening applications. So, it is commonly used in industries for scalping large, heavy material or for material that might easily hang up on or blind other types of screening media. Read More… Share this blog post:







{kind=link}
{kind=link}