As winter approaches, taking time to ensure that salt spreader you have on your truck is optimized to its fullest potential is essential to making quick work of the snow and ice heading your way. Whether you’re a seasoned pro or perhaps a first-time user, choosing the correct DC truck vibrator can make a huge difference in the performance of your equipment.
Here are five important things to keep in mind:
- KNOW YOUR HOPPER SIZE
Begin by checking the size of your spreader hopper. Cleveland Vibrator’s line of DC truck vibrators come in several sizes so it’s important to select the one that best fits your needs. The MG-80 and its 80 pounds of vibratory force is a perfect choice for smaller tailgate spreaders. However, if you have a larger, slide-in V-Box spreader, you would be wise to opt for a heavy-duty solution like the MG-200 which boasts 200 pounds of force. In some V-Box applications when even more vibratory force is needed, one option is to mount two vibrators – one on each side of the spreader.
PRO TIP: Product stickers and powder coating don’t mix well with harsh winter conditions so keep a written copy of the make/model of your spreader as well as the make/model of your truck vibrator handy so you can access that information easily in case you need to reference it later.
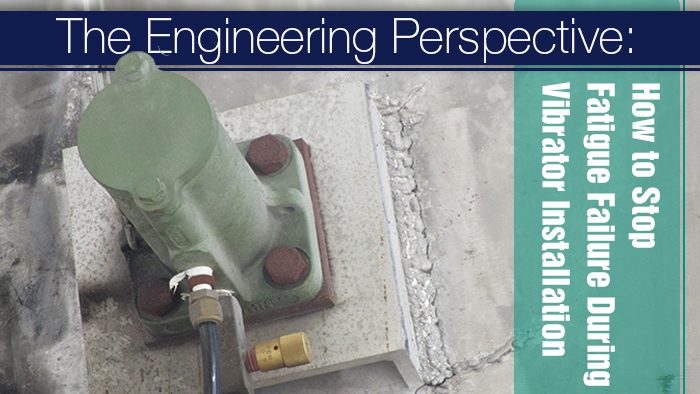
- INSTALLATION MATTERS
Proper installation is key to ensuring that your vibrator continues to function optimally. It’s always a good idea to keep the following things in mind when purchasing and installing a truck vibrator:
- Use a steel backing plate to mount your vibrator. Not only will it extend the life of your spreader, but your actual vibrator will also last much longer.
- When uninstalling an older vibrator from your hopper, be sure to inspect the area around the bolt holes to make sure the plastic isn’t cracked.
- Although you want to make sure your mounting bolts are tight, be careful not to overtighten (See No. 2 above). A snug fit will help prevent wear and tear on your hopper.
Installation is a good time to check anything/everything that might be happening behind the scenes on your hopper. When left unchecked, those little things can turn into big problems down the road. For more helpful installation steps and tips, click here for our handy vibrator instruction manual.
- MAINTENANCE TIPS FOR LONGEVITY
Extend the life of your vibrator by following these maintenance best practices:
- Avoid carrying the vibrator by the cable.
- Leave slack in the cable during mounting.
- Be cautious when pressure washing the hopper, avoiding direct water pressure on the vibrator.
- Handle the spreader with care, considering the presence of the vibrator during unloading.
- Tighten bolts securely to ensure the vibrator can perform its job effectively.
- Check the duty cycle in the vibrator’s manual to prevent prolonged operation.
- Make sure the vibrator has proper ventilation. Overheating a vibrator can cause internal motor component failure.
- REACH OUT FOR ASSISTANCE
When it’s time to replace your DC truck vibrator, it’s easy (and tempting) to simply copy and paste your previous order. But making sure you have the right equipment is critical and it never hurts to get a second opinion. If you find yourself in doubt about your selection – or if you have general questions about your unique needs, don’t hesitate to contact a member of our sales team. They’re available from 8 am to 5 pm Monday through Friday and can be reached by phone, email, or via a handy chat feature on our website. Simply provide your spreader model number and someone from our team will guide you toward the ideal solution for your needs.
- WINTER DOESN’T LAST FOREVER
Even though it’s hard to believe sometimes, winter won’t last forever and the good news is that Cleveland Vibrator’s line of DC truck vibrators aren’t exclusive to winter applications. If your company also handles any type of landscape work in warmer months, that same hopper is often used with grass seed, fertilizer, and other materials. And the same type of moisture issues that can wreak havoc on your ability to smoothly spread salt or ice melt can also severely limit your ability to smoothly spread those items.
Beyond those areas, our expansive line of vibratory motors and equipment are utilized in mining, recycling, concrete and aggregates, food and pharmaceuticals, plastics, powders, foundry operations, and many others. You can explore their versatility and see photographs of them being used in real-life applications in the extensive application gallery found on our website. The benefits of using vibration in manufacturing operations is endless – and well documented.
In conclusion, selecting the right DC truck vibrator for your salt spreader is a straightforward yet essential task. By considering hopper size, following proper installation procedures, and adhering to good maintenance practices, you’ll ensure your equipment performs at its best when you need it the most. Choose wisely, operate carefully, and tackle the season with confidence.
If you have any questions or need additional assistance, we’re always just a message or phone call away.
Share this blog post: